



En los dos capítulos precedentes se estudiaron los procesos históricos previos a la expansión de las empresas automotrices extranjeras que caracteriza al período de estudio de esta tesis. En el capítulo 1 se expuso cómo las transformaciones del proceso productivo automotriz a nivel mundial iniciadas hacia 1950 determinaron el desarrollo de una internacionalización del proceso productivo centrado en la relocalización y reutilización de maquinaria y equipos, distinguible de otros procesos de reorganización global de la industria que se estaban desarrollando contemporáneamente. En el capítulo 2 se abordó el proceso de crecimiento de la necesidad social por vehículos automotores en Argentina y el desarrollo de las actividades productivas de los capitales extranjeros, restringidas hasta mediados de los años cincuenta al ensamblado con bajo contenido local, seguidas por una primera etapa de fabricación local limitada al caso de Industrias Kaiser Argentina.
El presente capítulo se valdrá de las conclusiones obtenidas en estos estudios previos. No obstante, el desarrollo de la investigación mostrará, además, que resulta necesario incorporar otras dimensiones al análisis, en particular, aquellas vinculadas con el enfoque general sobre la especificidad del proceso de acumulación de capital en Argentina que utilizamos en esta investigación. De hecho, el capítulo se estructura con arreglo a las determinaciones de la valorización del capital medio fragmentado en la industria argentina en general, que hemos sintetizado en la introducción de la tesis. De acuerdo a esto, luego de un primer apartado principalmente descriptivo sobre la rama y los capitales individuales que operan en ella, se analizan los aspectos materiales del desarrollo del capital extranjero. El estudio y la comparación internacional de la escala, la tecnología y la productividad del trabajo permitirán caracterizar a los capitales extranjeros como ejemplos claros de aquel tipo de capital. El tercer apartado estudia entonces las bases de la valorización del capital en la rama, abordando entre otros aspectos la explotación y sobreexplotación de la fuerza de trabajo, la vinculación con el pequeño capital y la apropiación de renta de la tierra. Por último, se discute la relación de las políticas estatales con el desarrollo de los capitales extranjeros en la rama.
Los capitales extranjeros en la rama automotriz argentina
Descripción de las empresas
El período comprendido entre 1958 y 1963 se caracterizó, en la rama automotriz, por la evolución contrapuesta de las importaciones y de la producción local (ver Gráfico 3.1). Ya en 1960 se produjeron más vehículos que los que se habían importado en cualquier año previo y, para 1963, las importaciones se ubicaron por debajo de las 2000 unidades.
Gráfico 3.1 – Oferta interna de vehículos automotores (unidades)
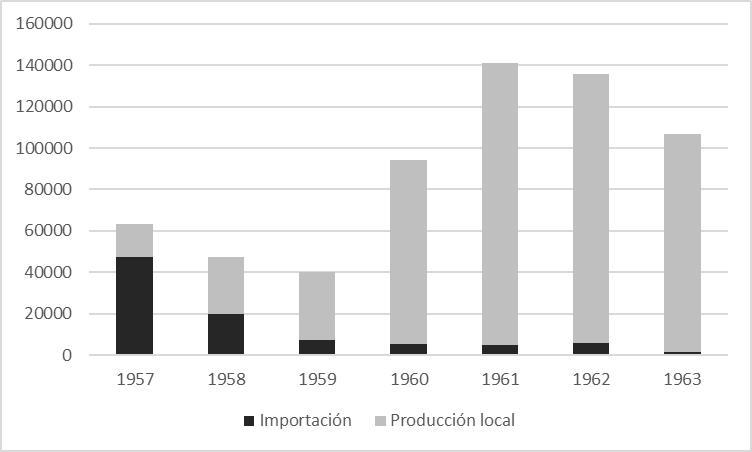
Fuente: elaboración propia con base en Asociación de Fábricas de Automotores, La industria automotriz argentina; Sourrouille, El complejo automotor.
En el régimen de promoción automotriz de 1959 habían sido autorizadas 26 empresas de muy diversas características (ver Cuadro 3.1). Una primera mirada al listado de empresas nos permite descartar tres casos que, de acuerdo a diversas fuentes, nunca llegaron a producir siquiera una unidad[1]. Las 23 empresas restantes pueden dividirse, a su vez, en dos grupos claramente diferenciados. Diez empresas se mantuvieron en el mercado durante un corto período de tiempo; más precisamente, interrumpieron sus actividades entre 1961 y 1963. Individualmente, ninguna de estas empresas llegó al 1% de la producción total del período 1959-1964 y, en conjunto, representaron tan sólo el 2,6% de este total. Al parecer, la razón de esta corta operación radicó en el aprovechamiento de la posibilidad, abierta temporariamente por la legislación, de ensamblar vehículos con muy alto contenido importado (e incluso unidades terminadas) para venderlos en un mercado interno altamente demandante y protegido[2]. Agotada esta posibilidad, al intensificarse los requerimientos de contenido local, estas empresas discontinuaron sus actividades. Como podemos ver en el Cuadro 3.1, la mayoría de las empresas de este grupo eran locales, vinculadas mediante acuerdos de licencia con capitales europeos medianos o chicos (en comparación con otros capitales del mismo país). Este grupo de empresas serán excluidas desde el principio de nuestro análisis, debido a su operación, en el mejor de los casos, como simples ensambladoras, por un corto período de tiempo y con un nivel de ventas prácticamente insignificante respecto del total.
Cuadro 3.1 – Empresas automotrices
Empresa |
Propiedad y control del capital |
Matriz / licenciataria |
Producción 59-64 (%) |
Cierre |
|
1 |
IKA |
Propiedad Mixta. Control extranjero |
Kaiser (EUA) / Renault (FRA) / AMC (EUA) |
33 |
|
2 |
Ford |
Extranjero |
Ford (EUA) |
11,2 |
|
3 |
Fiat |
Extranjero mayoría |
Fiat (ITA) |
10,9 |
|
4 |
General Motors |
Extranjero |
GM (EUA) |
9,9 |
|
5 |
Siam Di Tella |
Nacional |
British Motors (GB) |
6,9 |
1965 |
6 |
Chrysler Fevre |
Extranjero mayoría |
Chrysler (EUA) |
6,1 |
|
7 |
IAFA (Peugeot) |
Nacional mayoría (1965 extranjero may.) |
Peugeot (FRA) |
4,1 |
|
8 |
Citröen |
Propiedad Mixta. Control extranjero |
Citroen (FRA) |
3,4 |
|
9 |
IASF |
Nacional mayoría |
Auto Union (ALE) |
3,2 |
1968 |
10 |
DINFIA (ex IAME) |
Estatal |
Borgward (motor, ALE) |
2,6 |
|
11 |
Mercedes Benz |
Extranjero Mayoría |
Daimler Benz (ALE) |
2,4 |
|
12 |
Isard |
Nacional |
Hans Glas (ALE) |
2 |
1965 |
13 |
Metalmecánica |
Nacional |
BMW (ALE) |
1,7 |
1965 |
14 |
Autoar |
Nacional |
NSU (ALE) |
0,9 |
1963 |
15 |
Los Cedros |
Nacional |
Heinkel (ALE) |
0,8 |
1962 |
16 |
Dinborg |
Nacional |
Borgward (ALE) |
0,4 |
1963 |
17 |
Goliath Hansa |
Nacional mayoría |
Goliath Hansa (ALE) |
0,2 |
1961 |
18 |
Cisitalia |
Nacional mayoría |
Cisitalia (ITA) |
0,09 |
1963 |
19 |
Fábrica de Automotores Utilitarios |
Nacional |
Fuldamobil (ALE) |
0,08 |
1963 |
20 |
Panambí |
Nacional |
Messerchmidt (ALE) |
0,06 |
1961 |
21 |
Onofre Marimon |
Nacional |
Villiers (motor, GB) |
0,02 |
1961 |
22 |
Industrias de Transporte Automotor |
Nacional |
Studebaker (EUA) |
0,007 |
1961 |
23 |
Alcre |
Nacional |
Heinkel (ALE) |
0 |
1961 |
Fuentes: elaboración propia con base en Ibid.; Ianni, “La especificidad de la industria automotriz”; Jenkins, “The Rise and Fall of the Argentine Motor Vehicle Industry”. Nota: solo se señalan los cierres hasta 1975. | |||||
Las trece empresas restantes, que en conjunto representaron el 97% de la producción total del período 1959-63, fueron las únicas que continuaban en actividad en 1964. Todas ellas tenían vínculos de diversas modalidades con capitales extranjeros. Siete empresas fueron, desde su origen, filiales de capitales extranjeros: Kaiser, Fiat, General Motors, Ford, Mercedes Benz, Chrysler y Citroën[3]. IAFA era una sociedad de capitales nacionales licenciataria de Peugeot, en la que esta última comenzó a acrecentar su participación en la propiedad hasta asumir la mayoría y el control en 1965 (bajo la denominación “SAFRAR”). Las restantes empresas eran capitales privados nacionales con licencia extranjera (Di Tella, IASF, Metalmecánica e Isard), además de DINFIA, la empresa estatal sucesora de IAME. Las cuatro empresas privadas nacionales tuvieron diverso éxito en cuanto a las ventas pero, de todos modos, debieron cerrar o fueron absorbidas por los capitales extranjeros durante la segunda mitad de la década del sesenta. Vale aclarar que en los casos de IASF y Di Tella, la relación con el capital extranjero fue particularmente estrecha: ambas empresas recibieron no sólo apoyo y supervisión técnica sino también radicación de equipos o matrices[4]. Por último, la empresa estatal DINFIA (luego IME) se mantuvo en producción hasta 1980, firmando también acuerdos de licencia con un capital extranjero, aunque a diferencia de los casos anteriores, sólo para la fabricación del motor.
El cruzamiento entre el control del capital por origen y la participación en la producción nos muestra que los capitales extranjeros dominaron con claridad. Las ocho empresas de capital extranjero (incluyendo a IAFA-Peugeot) produjeron el 73% del total en 1961 y el 85% en 1963. En los años posteriores la participación en el mercado de estas empresas extranjeras continuó aumentando, principalmente por medio de la absorción de las empresas nacionales privadas, de modo que hacia fines de la década sólo quedaban capitales extranjeros en la rama (además de DINFIA).
En esencia, entonces, el desarrollo de la fabricación local de automóviles fue un proceso protagonizado por los capitales multinacionales más importantes a nivel mundial en la época. A continuación, reseñaremos las diferencias en la forma de desarrollo de estos capitales según su papel en el mercado mundial. Agruparemos por un lado a las “tres grandes” norteamericanos (General Motors, Ford y Chrysler) y, por otro, a los capitales europeos. El caso de IKA será tratado aparte porque, contemporáneamente a su instalación en Argentina y Brasil, la casa matriz discontinuó sus operaciones en Estados Unidos. Por último, nos detendremos brevemente en el desarrollo de los capitales nacionales y sus formas de vinculación con el capital extranjero.
Industrias Kaiser Argentina
El caso de IKA fue especial por varios motivos. En primer lugar, se trató de un capital que comenzó a desarrollar la producción integrada en Argentina con bastante anterioridad al resto. Por esta razón, empezó también antes el proceso de integración local de la producción y, para el momento de las primeras radicaciones, en 1959, ya había alcanzado un 90% de integración local, en promedio[5]. Debido a su ingreso temprano, la empresa produjo más de dos tercios del total anual de la rama hasta 1959 (más del 70% en ese año). Con el ingreso del resto de las empresas, su participación cayó pero, no obstante, durante el período 1959-64 casi un tercio de las ventas correspondieron a IKA, triplicando las ventas de la segunda empresa.
Hemos visto ya en detalle, en el capítulo anterior, el proceso de formación de la filial local de la empresa norteamericana. A diferencia del resto de los capitales extranjeros, la casa matriz no era un capital automotriz especializado, sino que se trataba de un grupo diversificado. Además, este grupo había cesado la producción de autos de pasajeros en EUA al mismo tiempo que había decidido instalarse en Argentina y Brasil. No se trataba, por tanto, de una empresa que tuviera producción automotriz en varias regiones, como el caso de las otras empresas norteamericanas y, en menor medida, las europeas. En este sentido, a diferencia de lo que sucedería con las “tres grandes” estadounidenses, la relocalización de su capital fijo no fue un modo de acelerar el recambio técnico en el país de origen, sino una consecuencia de su desplazamiento de la rama en ese país. Otra particularidad fue la participación estatal en el capital de la empresa, establecida en el contrato original con IAME, y la participación de capital nacional por medio de acciones (aunque, como vimos, el control del capital era de Kaiser).
La competencia de nuevos capitales a partir de 1959 impulsó a IKA a introducir una serie de cambios. En primer lugar, necesitaba desarrollar nuevos modelos. Pero aquí aparece una de sus desventajas frente a la competencia, pues al no tener producción automotriz a nivel mundial, tampoco disponía de modelos desarrollados en el exterior, como era el caso de los otros capitales. Sucede que el costo de diseñar un modelo excedía largamente la escala de producción de IKA, tanto si se considera únicamente el mercado local o si se suma la producción en Brasil y los utilitarios que continúa produciendo en EUA. Como veremos luego, el desarrollo de nuevos modelos, que comprende el diseño del vehículo, la planificación de la línea de producción y la fabricación de maquinaria especial y matrices, sólo estaba al alcance de las empresas que alcanzaban escalas mínimas de varios centenares de miles de unidades anuales[6]. Ante esta situación, IKA recurrió a otros capitales extranjeros. En 1959 cerró un acuerdo de licencias y asistencia técnica con Renault, según el cual la firma francesa invirtió 3,8 millones de dólares bajo la forma de matrices y equipos para producir el modelo “Dauphine” y, como resultado, se quedó con el 7,5% de la propiedad. En 1961, IKA llegó a un acuerdo similar con American Motors (AMC), que invirtió 1,75 millones de dólares (también en equipos y matrices) para la producción del modelo “Rambler”, obteniendo el 3,5% de la propiedad[7]. Así, luego de estos acuerdos, Kaiser mantenía la primera minoría y el control del capital de IKA en general, pero a la vez había constituido asociaciones parciales con Renault y AMC para la producción de modelos específicos. Estos joint-ventures involucraban la radicación de capital por parte de estas últimas empresas y su participación en el control técnico de la producción de las líneas correspondientes. En definitiva, aunque como hemos visto el aporte de capital local fue importante en el origen de la empresa para aportar fondos líquidos (destinados fundamentalmente al capital circulante), prácticamente la totalidad del capital fijo (maquinaria, equipos y matrices) fue aportado por los capitales extranjeros.
Estos acuerdos fueron la primera manifestación de los límites del proyecto inicial del grupo Kaiser, que consistía en alargar la vida útil de la maquinaria y matrices que habían sido desplazadas del mercado estadounidense. El ingreso de otros capitales extranjeros en Argentina y Brasil llevó en poco tiempo a la finalización de sus operaciones en la región. Desde 1960 todos los nuevos modelos de IKA se desarrollaron sobre la base de inversión extranjera de Renault y AMC, empresas que, a diferencia de Kaiser, eran capitales medios en la rama a nivel mundial. El crecimiento de la participación de Renault en la propiedad llevó a que la empresa francesa asumiera el control en 1967; en el mismo año Ford adquirió la subsidiaria de Kaiser en Brasil. La empresa estadounidense abandonó toda participación en la rama automotriz a nivel mundial con la venta, en 1971, de su planta de utilitarios en EUA a AMC. Si bien había logrado posponer su salida de la rama mediante su traslado a America Latina, finalmente las diferencias de escala con los capitales medios o normales de la rama terminaron imponiéndose también en Argentina y Brasil. Y no pudo escapar a este destino aun siendo, hasta su último año de operación, una de las dos primeras empresas locales por volumen de producción; la escala que contaba no era la local, sino la global.
Las “tres grandes” estadounidenses (Ford, General Motors, Chrysler)
Como ya mencionamos, Ford, GM y Chrysler eran capitales cualitativamente distintos a Kaiser: en esencia, las “tres grandes” estadounidenses eran capitales medios de la rama a nivel mundial. No obstante esta diferencia, estos capitales también procuraron extender, con sus inversiones en Argentina, la vida útil del capital materializado en maquinaria y matrices en sus países de origen. General Motors, por ejemplo, realizó casi la totalidad de su inversión inicial de 14 millones de dólares bajo la forma de maquinaria y equipos, mientras que Ford, por su parte, relocalizó equipos usados de sus fábricas de Canadá[8]. En realidad, los datos agregados sobre el sector en general muestran que casi toda la inversión extranjera se realizó bajo la forma de maquinaria y equipos: entre 1954 y 1972, el 93% de radicaciones autorizadas se concretaron en bienes, mientras que sólo el 7% restante lo hizo en divisas[9]. Por otro lado, en una encuesta realizada por el INDEC, tanto General Motors como Chrysler indicaron que habían construido sus plantas en Argentina con tecnología preexistente en sus países de origen, adaptada debió ser adaptada para la producción en menor escala[10]. La posibilidad de radicar inversiones sin dedicar efectivo desde la casa matriz parece haber sido un factor importante en la racionalidad de la gerencia de las empresas multinacionales[11].
Ford y GM desarrollaron sus inversiones sobre la base de sus subsidiarias locales dedicadas a la importación y ensamblado, que eran propiedad de la matriz en un 100%. Chrysler, en cambio, y de acuerdo a sus políticas globales, operaba hasta entonces por medio de la asociación con una empresa local. A partir de 1959, con el pasaje a la producción integral, aumentó el involucramiento de la casa matriz y, entre 1961 y 1962, ésta adquirió la propiedad mayoritaria[12]. Las tres grandes estadounidenses, en una primera etapa, se concentraron en la producción de camiones y utilitarios, categoría que incluía también a las pickups de más de 500 kilos de carga. Tres parecen haber sido las razones de esta decisión: los menores aranceles para la importación de partes, las menores deseconomías de escala (en ambos casos respecto a la producción de autos) y la escasa competencia. El dominio de este segmento permitió a estos capitales obtener elevadas ganancias, que luego pudieron utilizar para ampliar sus fábricas. A la producción de autos de turismo sólo ingresaron, en una segunda etapa, en 1961[13]. En este segmento, nuevamente, estas tres empresas operaron de manera similar, compitiendo en la categoría de autos más grandes, donde hasta el momento sólo existía un modelo producido por IKA[14].
Las inversiones —y, con ellas, la construcción de fábricas y plantas— fueron progresivas, siguiendo la estrategia recién descripta de inserción por etapas en el mercado de automotores local. En el caso de Ford, que fue la que realizó las mayores radicaciones de capital extranjero (ver Cuadro 3.2), utilizó al principio la vieja fábrica ensambladora de La Boca, operando con una alta proporción de piezas importadas. Al mismo tiempo, desde enero de 1960 comenzó la construcción de una nueva planta en Pacheco. En 1961 empezó a fabricar allí motores para camiones y, al año siguiente, también para automóviles. En 1963 se inauguran en Pacheco las plantas de estampado y de montaje, cerrándose la planta de La Boca. Ese año se produjo el primer automóvil con motor y carrocería locales[15]. Recién entonces la planta de Ford llegó a reunir los principales elementos de una producción automotriz terminal de alta integración vertical: estampado, motores y ensamblado, además de otras operaciones como el forjado y la fabricación de ejes y suspensiones[16]. Chrysler y General Motors atraviesan procesos similares, construyendo las plantas de estampado y motores durante los primeros años de la década de 1960 y, por tanto, incrementando progresivamente el grado de integración local de sus vehículos.
Cuadro 3.2 Autorizaciones de radicación de capital extranjero (miles de dólares)
Empresa |
Radicaciones de capital |
Capital de origen |
|||
Total |
54-58 |
59-61 |
61-64 |
||
Ford |
34600 |
15100 |
19500 |
Ford |
|
Chrysler |
21190 |
8090 |
13100 |
Chrysler |
|
IAFA |
20500 |
4500 |
16000 |
Peugeot |
|
General Motors |
19800 |
14000 |
5800 |
General Motors |
|
IKA |
16504 |
10530 |
5974 |
Kaiser/Renault/AMC |
|
Fiat |
12000 |
4500 |
7500 |
Fiat |
|
Citroën |
8100 |
5000 |
3100 |
Citroën |
|
Mercedes Benz |
6600 |
5000 |
1600 |
Daimler Benz |
|
Siam Di Tella |
1400 |
1400 |
British Motors |
||
IASF |
1000 |
1000 |
Auto Union |
||
Total autorizado |
141694 |
10530 |
63164 |
68000 |
|
Fuente: Sourrouille, El complejo automotor, 49. | |||||
Capitales europeos (Fiat, Peugeot, Citroën, Mercedes Benz)
Los capitales europeos más importantes que establecieron filiales en Argentina en nuestro período de estudio fueron la italiana Fiat y las francesas Peugeot y Citroën, en la fabricación de autos, y la alemana Mercedes Benz en el segmento de vehículos comerciales[17]. Estos capitales mostraron diferencias en sus modos de ingreso al país: Fiat y Mercedes Benz operaron en Argentina, aunque con diversas limitaciones, desde fines del gobierno de Perón y, desde un principio, las subsidiarias eran de propiedad mayoritaria de la casa matriz. En cambio, las empresas francesas ingresaron recién en 1959-1960, por medio de la asociación con el capital local, incrementando paulatinamente su participación en la propiedad.
Hemos visto brevemente al final del capítulo anterior cómo Mercedes Benz y Fiat comenzaron sus operaciones en Argentina mediante la conformación del capital inicial con créditos del Banco Industrial y ganancias obtenidas con importaciones autorizadas por el gobierno. La empresa italiana se concentró entonces en la producción de maquinaria agrícola y, a partir de 1956, en la producción de chasis para camiones, sin producir autos hasta 1960. Mercedes Benz, por su parte, también se concentró en la producción de camiones y colectivos, aunque su producción se vio seriamente limitada luego de 1955, cuando fue intervenida. Con todo, a pesar de que en esta primera etapa ninguna de las dos compañías produjo localmente vehículos automotores en cantidades significativas, su temprano ingreso en el país tuvo como resultado que, para 1959, ambas tuvieran un capital local ya conformado[18].
El inicio de la producción de automóviles llevó a FIAT, cuyas instalaciones para la producción de tractores y locomotoras estaban en Córdoba, a radicar capital adicional proveniente de su casa matriz en 1961 y a construir, dos años después, nuevas plantas de forja y conjuntos mecánicos en la misma provincia, y otras de estampado y montaje en el Gran Buenos Aires. Según datos de la empresa, para este último año la proporción local de los vehículos había alcanzado el 75%[19]. Es decir que, al igual que las tres grandes norteamericanas, recién hacia el final del período estudiado se incorporaron procesos importantes como el estampado, aunque la fabricación de motores pudo comenzar antes que aquellas empresas debido a la posibilidad de utilizar las instalaciones preexistentes en Córdoba.
Las empresas automotrices francesas ingresaron de un modo diferente. Todas ellas comenzaron en asociación con otros capitales, sin tener desde un principio el control de la empresa subsidiaria. Ya vimos el caso de Renault, que ingresó al país invirtiendo capital (bajo la forma de equipos y matrices) en un joint-venture con IKA para la producción de modelos específicos, aumentando progresivamente, con esta misma modalidad, su participación accionaria hasta adquirir en 1967 el control sobre la empresa. Citroën y Peugeot, en cambio, en vez de invertir sobre un capital automotriz local existente, crearon nuevas empresas en asociación con capitales locales, inicialmente con participación minoritaria que luego irían acrecentando hasta adquirir el control mayoritario durante la década de 1960[20].
Capitales nacionales (Siam Di Tella, IASF, Isard, Metalmecánica, Dinfia)
Las cuatro empresas privadas nacionales y la estatal DINFIA produjeron solo el 16,4% del total y, tomadas individualmente, es su mayoría ocupaban los últimos lugares por volumen de producción. Y, aunque todas estas empresas sobrevivieron a la crisis de 1962-63, las de capital privado cerraron poco después. Metalmecánica e ISARD lo hicieron en 1965, Siam Di Tella fue adquirida por IKA en ese mismo año, mientras que IASF logró mantenerse hasta 1969, cuando fue absorbida por Fiat. DINFIA, por su parte, continuó en la rama hasta 1980. A la hora de buscar las razones de la incapacidad de estas empresas para sostenerse como capitales individuales, las investigaciones sobre el tema mencionan su menor capacidad financiera relativa para enfrentar los años de crisis, sus dificultades para competir con el ritmo de introducción de modelos nuevos que imponían las empresas extranjeras y la imposibilidad de vender a crédito en la misma magnitud que sus competidoras foráneas[21]. Todo esto llevaría a los capitales nacionales a obtener cada vez menos ganancias e incluso pérdidas operacionales que empeoraban más su situación[22]. Sin embargo, la comparación con el desarrollo de las empresas extranjeras —que veremos en detalle más adelante— sugiere que, más bien, estos factores parecen ser a su vez expresiones de razones más profundas, vinculadas con su carácter de empresa local que, en cuanto tal, no podía acceder a las ventajas inherentes a la forma de valorización propia de las filiales de las empresas multinacionales. Nos referimos a las formas de valorización sólo disponibles a las filiales en su carácter de partes de una empresa multinacional mayor o, más precisamente, en su carácter de capitales medios fragmentados. En este sentido, las limitaciones del capital nacional no provenían simplemente de las formas concretas de la competencia interna, sino del hecho de que la industrialización automotriz en Argentina era, en sí misma, resultado de una fase particular del desarrollo de la industria global que, como hemos visto en el capítulo 1, tenía en su base la internacionalización de los capitales automotrices de los países clásicos de la acumulación de capital. Dicho sintéticamente, la “multinacionalidad” era un requisito necesario de los capitales individuales en la rama automotriz argentina[23]. Precisamente esto es lo que vamos a estudiar en los próximos dos apartados.
Aspectos materiales de la producción automotriz en Argentina
¿Cuáles eran, entonces, las características particulares del desarrollo de los capitales extranjeros (insistamos, para recordar el vínculo con la sección anterior: los capitales medios fragmentados) en la industria automotriz Argentina? En este apartado comenzamos el análisis de esta cuestión, concentrándonos en los aspectos centrales de la materialidad del proceso de producción, a saber, la escala de producción, la tecnología empleada y la productividad.
Escala
La producción automotriz es un proceso de trabajo complejo que involucra gran cantidad de procesos de transformación material, de modo que no siempre resulta claro el límite entre lo que se considera el proceso de producción automotriz y los procesos de trabajo que producen sus insumos. Los estudios sobre el tema suelen clasificar dentro del proceso de producción automotriz a los siguientes procesos metalúrgicos, responsables de la mayor parte de la producción del cuerpo material del automóvil[24]. Estos procesos son el estampado de piezas metálicas, que consiste en la aplicación de presión sobre chapas metálicas a través de matrices que determinan la forma de las partes resultantes; la fundición de piezas del motor (tales como el block de cilindros, cabezales, pistones y cigüeñales) y otras partes[25]; y el maquinado de estas piezas para la fabricación de motores, transmisiones y otros componentes. Las partes resultantes de estos procesos son sometidas a varios procesos de ensamblado, como subensamblado de partes metálicas para formar subconjuntos dentro de la misma planta de estampado. Otros procesos de ensamblado importantes son el del motor y la transmisión, que suelen realizarse en plantas separadas junto con el maquinado de las piezas que los componen, dando lugar a las plantas de motores y transmisiones[26]. El ensamblado final se realiza separadamente utilizando como insumo las partes y subconjuntos de los procesos anteriores. Por un lado, se ensamblan las partes metálicas provenientes de la planta de estampado para formar la carrocería y, por otro, los ejes, la transmisión, el motor y otros componentes para formar el chasis. Luego del pintado de la carrocería, ésta se une al chasis correspondiente y luego se agregan otros componentes como las ruedas[27]. En síntesis, el estampado de partes de la carrocería, la fundición, el maquinado del motor y transmisiones, y el ensamblado final son las cuatro partes esenciales del proceso de trabajo en la industria automotriz. A esto debe agregarse el proceso de planificación y diseño de los modelos y de la línea de producción[28].
El grado de integración de los capitales automotrices (es decir, la cantidad de estos procesos que se incluyen en su ciclo individual) es variable, tanto entre cada capital individual como a lo largo del tiempo. Durante nuestro período de estudio, el proceso de producción del capital automotriz tendía a incluir, al menos, el diseño, el estampado, la fabricación de motores (incluyendo el maquinado de piezas) y el ensamblado final. En EUA, por ejemplo, todas las fábricas automotrices de fines de los cincuenta incluían estos procesos, y lo mismo sucedía con todos los capitales extranjeros en Argentina. Las filiales de las tres grandes estadounidenses, además, incluyen en su ciclo individual los procesos de fundición, el forjado y la fabricación de otros componentes como las transmisiones y los frenos[29]. En Argentina también era común que las empresas automotrices incluyeran procesos adicionales como el forjado (Fiat e IKA), la fundición (IKA y Ford), la fabricación de ejes (Fiat, Ford, GM, Peugeot y Citroen), transmisiones (Fiat, IKA, Peugeot y Chrysler) y suspensiones (Fiat, IKA, Ford, GM y Peugeot). En síntesis, las llamadas empresas “terminales” incluyen, en este período histórico, la mayor parte de los procesos involucrados en la producción de automóviles que presentamos en el esquema anterior.
Cada uno de estos procesos tiene tecnologías específicas y, por tanto, los requerimientos de escala difieren entre ellos. La fundición, por ejemplo, no tenía a principios de los sesenta mayores requerimientos de escala, pues la mayoría de los medios de producción requeridos eran adaptables para el moldeado de las diferentes partes[30]. El estampado, en contraste, presentaba importantes economías de escala debido a la maquinaria necesaria (prensas) y, fundamentalmente, a la necesidad de distribuir el costo de las matrices en un elevado número de piezas. La producción de menos piezas que las que permite la vida útil de una matriz lleva a un ineficiente uso de ésta y, por tanto, a que un mayor costo deba transferirse a la pieza y, de allí, al vehículo. Adicionalmente, cuanto mayor es la producción anual, menores son los cambios de matrices y, por tanto, también menores los tiempos muertos. En base a estas razones, White concluye que la escala mínima para alcanzar eficiencia en la planta de estampado son 400.000 vehículos anuales[31].
El maquinado de piezas del motor y su ensamblado, como vimos en el capítulo 1, tenía un alto grado de automatización ya en la década de 1950. La aplicación de sistemas de automatización fija, basados en las máquinas transfer y en la alta automatización del traslado de piezas entre estaciones, había transformado el proceso de producción en una línea automática en la cual la velocidad quedaba determinada por el tiempo que cada máquina empleaba en cada tarea. La forma de aumentar la velocidad de la línea era aumentar la división del trabajo entre cada máquina y, por tanto, introducir más máquinas. Había por tanto un compromiso entre velocidad y cantidad de inversión en la línea. White, basándose en los datos de las fábricas norteamericanas, estima que la velocidad óptima del proceso de maquinado correspondía a una escala de entre 260 y 280 mil motores anuales[32].
En el proceso de ensamblado final, la escala de producción está determinada no tanto por la maquinaria utilizada sino por la extensión de la división del trabajo manual. El proceso de ensamblado era, todavía en las décadas de 1950 y 1960, un proceso con un alto componente manual. El trabajo se realizaba en torno a una línea de montaje motorizada configurada a una determinada velocidad. De manera similar a la línea de máquinas automática que acabamos de ver para la fabricación de motores, la velocidad de la línea de montaje se correlaciona con la división del trabajo y la cantidad de obreros necesarios. Al mismo tiempo, una línea más rápida requiere más espacio, tanto por la mayor cantidad de obreros como por la necesidad de almacenar los crecientes inventarios. La velocidad óptima de producción rondaba, según la estimación de White, en torno a las 60 unidades por hora, que correspondía a una producción anual de unos 200.000 vehículos. Una velocidad mayor acrecentaba notablemente el problema de los inventarios y no otorgaba ventajas importantes derivadas de la mayor división del trabajo[33].
Estas consideraciones nos permiten concluir que la escala más eficiente de producción se aproximaba, hacia principios de la década de 1960, a los 400.000 autos anuales, determinada fundamentalmente por la necesidad de optimizar el uso de la matricería en el estampado[34]. Combinado con las escalas estimadas para maquinado y armado del motor y ensamblado, se puede concluir que una fábrica de menos de 300.000 unidades anuales estaba ciertamente lejos de la eficiencia de una fábrica normal, ya que no cumplía economías de escala en por lo menos dos aspectos del proceso productivo. Por su parte, una fábrica de menos de 200.000 unidades anuales directamente no cumpliría con ninguno de los requisitos de escala. Estas estimaciones realizadas por White son bastante moderadas porque —como el mismo autor señala— se refieren a las escalas mínimas derivadas del proceso de producción en sentido estricto, esto es, sin considerar cuestiones relacionadas con las condiciones de mercado, como la necesidad de tener diversas líneas de productos para minimizar riesgos frente a posibles fracasos de un modelo en particular. Incluyendo este último aspecto, White concluye que el tamaño mínimo para asegurar la reproducción a largo plazo es una empresa que produzca dos modelos básicos de 400.000 unidades por año cada uno, totalizando una escala de producción de al menos 800.000 vehículos para cada capital individual[35].
Cuadro 3.3 – Diferentes estimaciones de las economías de escala
Autor |
Año (*) |
Estampado |
Maquinado |
Ensamblado Final |
Un modelo |
Escala completa |
Bain |
1950 |
60-180 |
300 |
600 |
||
Maxcy / Silberstone |
1955/9 |
1000 |
500 |
100 |
1000 |
|
American Motors |
1958 |
360-440 |
360-440 |
|||
Toyota |
1960 |
480-600 |
120-240 |
96-180 |
480-460 |
|
White |
1967 |
400 |
260-280 |
200 |
400 |
800 |
Pratten |
1971 |
500 |
250 |
300 |
500 |
1000 |
(*) Indica año de los datos base (no de publicación) | ||||||
Fuente: Elaboración propia con base en las siguientes fuentes. Las estimaciones de Bain y American Motors son citadas en White, Automobile Industry since 1945, 31, 51 y 53. Las estimaciones de Maxcy/Silberstone y Toyota son citadas por Husan, Economies of scale in the automotive industry, 40 y White, 51. La estimación de Pratten es citada por Jenkins, Engines of development?, 123. | ||||||
En el Cuadro 3.3 se compara la estimación de White con otros estudios referidos a fechas cercanas. Aunque hay notables diferencias entre las estimaciones, se pueden ver algunas tendencias claras. En primer lugar, hay relativo acuerdo en los números para ensamblado, que varían entre 60.000 y 300.000 unidades anuales, siendo además las estimaciones crecientes en el tiempo, conforme el avance del desarrollo técnico. Además, todos los estudios coinciden en que los procesos de maquinado y ensamblado son los que tienen mayor requerimiento de escala. En empresas terminales que integran estos procesos, como era el caso de todas las automotrices en Argentina y la norma también en el mercado mundial, las escalas mínimas se ubican, por tanto, por encima de las que corresponden al ensamblado final.
Según estas estimaciones, aun tomando las más bajas, resulta claro que todas las fábricas automotrices en Argentina fueron diseñadas para escalas mucho menores. Dentro del período 1958-63, la fábrica de mayor producción era IKA, que llegó a producir 42.000 vehículos en 1961, mientras que sólo otras tres empresas superaron los diez mil vehículos en alguno de estos años (Fiat, Ford y GM; ver Cuadro 3.4). Además, debe tenerse en cuenta que todas estas fábricas tenían al menos dos modelos distintos, con lo cual la escala por modelo era aún menor. De hecho, aun considerando la rama en su conjunto y dejando de lado por un momento la alta variedad de modelos producidos localmente, los números de vehículos producidos anualmente tampoco alcanzaron los mínimos de eficiencia estimados para la producción de un modelo. Durante nuestro período de estudio, la producción total máxima (en 1961) fue de 136 mil vehículos, y en toda la década de 1960 no se superaron las 220 mil unidades anuales. A nivel de los capitales individuales, la fragmentación de la escala continuó también durante los años sesenta; por ejemplo, IKA-Renault alcanzó su pico en 1965 cuando produjo casi 57 mil vehículos, mientras que Fiat produjo 50 mil unidades en 1969 y, entre las demás empresas, sólo Ford y General Motors alcanzaron, en algunos años, las 30 mil unidades[36].
Cuadro 3.4 – Producción anual por empresa, en unidades.
1960 |
1961 |
1962 |
1963 |
Total |
|
IKA |
33205 |
42201 |
39987 |
27684 |
143077 |
Fiat |
4272 |
11339 |
14185 |
18544 |
48340 |
Ford |
11767 |
13441 |
11767 |
9110 |
46085 |
GM |
11056 |
13457 |
12063 |
9146 |
45722 |
Di Tella |
4102 |
14082 |
7146 |
8503 |
33833 |
Chrysler |
4330 |
7382 |
10028 |
8258 |
29998 |
IAFA / Peugeot |
1912 |
5000 |
8812 |
8406 |
24130 |
Isard |
3970 |
5170 |
5601 |
2287 |
17028 |
DINFIA |
3704 |
3243 |
3743 |
4226 |
14916 |
Citroën |
968 |
4229 |
5422 |
3313 |
13932 |
IASF |
904 |
3050 |
4075 |
3437 |
11466 |
Mercedes |
2566 |
3700 |
2387 |
1648 |
10301 |
Otros |
6432 |
9894 |
4664 |
337 |
21327 |
Total |
89188 |
136188 |
129880 |
104899 |
460155 |
Fuente: Asociación de fábricas de automotores, Anuario Estadístico. | |||||
Tecnología
La escala determina directamente la maquinaria que se puede emplear, puesto que el costo de ésta requiere de un determinado volumen de producción para que su aplicación sea rentable. Por tanto, las tecnologías que eran dominantes a nivel mundial no podían ser puestas en producción en Argentina. Virtualmente todos los estudios sobre la industria automotriz coinciden en que la industria local utilizaba una tecnología anticuada, al menos en el sentido de que los métodos de producción se asemejaban a los utilizados en los países clásicos en períodos anteriores [37]. Sin embargo, no abundan los análisis sobre las diferencias concretas entre los procesos productivos de la industria automotriz en Argentina y los de los países clásicos, en especial en el período de nuestro estudio. Con todo, basándonos en los estudios existentes sobre los procesos de trabajo y también en estudios más amplios sobre la industria podemos trazar un panorama.
Como hemos visto, el ensamblado final seguía siendo a principios de los sesenta esencialmente manual, aún en los países que estaban a la vanguardia técnica: el proceso de trabajo era, en esencia, realizado por una serie de obreros que operaban sobre un objeto de trabajo movilizado por una línea de montaje motorizada. Las diferencias en la escala no se reflejaron en una modificación de este sistema manufacturero básico, sino en su forma de aplicación. Crucialmente, la velocidad de la línea debía ser menor y, por consiguiente, lo mismo sucedía con la división del trabajo. Como cada obrero debía realizar una tarea menos especializada o, visto de otro modo, realizar más tareas que un obrero de una línea de montaje más rápida, la maquinaria debía ser más flexible: según Baranson, “para ensamblar las carrocerías se emplea un instrumental de soldadura portátil y remachadoras manuales, en lugar del equipo pesado y automatizado que se utiliza en las cadenas de montaje de Detroit”[38]. La tendencia a menor velocidad y menor división del trabajo se reforzaba por la diversidad de modelos que caracterizaba la producción de la mayoría de las empresas[39].
En el maquinado de piezas, en cambio, la diferencia en los procesos de trabajo era mayor y, de hecho, puede decirse que los procesos de trabajo locales eran cualitativamente diferentes a los realizados en los países clásicos. Hemos visto en el capítulo 1 cómo la automatización desarrollada durante la década de 1950 en las plantas de motores y trasmisiones de Detroit había conformado un sistema automático e interconectado de máquinas especializadas, de modo que el trabajador manual quedaba esencialmente expulsado del proceso inmediato de producción. En las fábricas automotrices argentinas, en contraste, no existía este sistema de maquinarias unificado[40], pues faltaba, en primer lugar, uno de sus requisitos: la existencia de máquinas-herramientas especializadas. En estas fábricas, las líneas de producción fueron planificadas inicialmente con máquinas universales de estación única (single station) y control manual, que servían para el maquinado de muchas piezas diferentes. Pero esto significaba que en cada estación el obrero debía cargar, posicionar, operar y descargar manualmente la máquina y, en algunos casos, también cambiar las herramientas de corte para cada secuencia de operaciones[41]. Además, la transferencia del objeto de una estación a otra también se hacía manualmente; por todas estas razones, la maquinaria no se había constituido en un sistema autónomo, sino que, más bien, seguía siendo operada por un conjunto de obreros organizados por medio de la división del trabajo[42].
El taller de estampado de partes metálicas era, junto con el de maquinado de piezas, la porción del proceso de fabricación del automóvil donde resultaba más importante la escala de la producción. También aquí, entonces, las diferencias de magnitud entre la producción en los países clásicos y el ámbito local se expresaron en diferencias importantes en el proceso de trabajo. El bajo volumen de producción local implicaba un alto grado de rotación de matrices en las prensas, con cada serie de prensado restringida a pequeñas series de 20 o 30 paneles, según los requerimientos de cada modelo diferente[43]; en contraste, en EUA las prensas eran utilizadas durante varios días con la misma matriz creando un inventario de varios miles de piezas, antes de ser reemplazada por otra matriz, minimizando así la cantidad de cambios de matrices y el tiempo dedicado a ello[44]. La automatización de la descarga de las prensas, que durante los años cincuenta comenzó a utilizarse en EUA, estaba fuera de consideración en las plantas de estampado locales.
Sin embargo, más allá del ahorro de trabajo que se lograba al producir grandes cantidades de piezas por medio del menor cambio de matrices y la automatización de las descargas, hemos visto que la principal determinación de la elevada escala necesaria para el prensado era la necesidad de amortizar anualmente las matrices. Pero, como ya hemos visto, en Argentina no se utilizaban matrices nuevas sino las matrices de modelos que ya tenían al menos dos años en producción en los países de origen (con la única excepción del Chevrolet 400; ver Cuadro 3.5). Este hecho resalta nuevamente la interconexión global entre los ciclos de la filial local y de la empresa matriz o, mejor dicho, la unidad subyacente tras la apariencia de independencia relativa entre una y otra. La amortización de las matrices en Argentina no dependía únicamente, ni tampoco principalmente, de la producción que se realizara anualmente en la subsidiaria, sino de la utilización total de cada juego de matrices, sumando las series de producción del país de origen y de la subsidiaria.
Cuadro 3.5 – Ciclo internacional de los modelos y lanzamiento en Argentina (empresas extranjeras)
Ciclo en país de origen |
Introducción en Argentina |
“Demora” en la introducción |
|
Citroen 2cv |
1948-1988 |
1960 |
12 |
Fiat 600 |
1955-1969 |
1960 |
5 |
Peugeot 403 |
1955-1966 |
1960 |
5 |
IKA Dauphine |
1956-1967 |
1960 |
4 |
Ford Falcon |
1960-1963 |
1962 |
2 |
Chrysler Valiant |
1960-1962 |
1962 |
2 |
Chevrolet 400 |
1962-1965 |
1962 |
0 |
Fuente: Elaboración propia en base a White, The Automobile Industry since 1945; Freysennet, freyssenet.com. Nota: se consigna el primer modelo de cada empresa, a partir del régimen de radicaciones de 1959. Nota 2: en los casos del Ford Falcon y el Chrysler Valiant, las fechas se refieren a la primera versión del modelo en EUA. | |||
Concretamente, esto significa que deben matizarse las conclusiones extraíbles de la comparación de escala directa entre las subsidiarias y los capitales de origen, porque no se trata de producciones completamente independientes. La producción del mismo modelo en varios países permitía a los capitales automotrices multinacionales distribuir los costos generales de diseño en más unidades. Esto parece haber sido una determinación central en el caso de las empresas europeas, para las cuales los volúmenes de producción de países como Argentina tenían mayor peso respecto de su producción global que en el caso de las empresas norteamericanas[45]. Para estas últimas, en cambio, la “exportación” del modelo viejo (con la relocalización de las matrices correspondientes) contribuía, sobre todo, al aceleramiento del recambio de modelos interno, de modo análogo a como el traslado de maquinaria antigua aceleraba el adelanto técnico. En EUA, los modelos se renovaban sustancialmente cada 3 años, e incluso más aceleradamente desde 1960[46], en contraste con la larga duración de los modelos europeos (véase nuevamente el Cuadro 3.5).
Sobre esta base, es posible sugerir la posibilidad de que la diferencia mencionada entre los capitales norteamericanos y los europeos haya tenido influencia en las diferentes estrategias en el modo de operar en Argentina. En efecto, al menos algunos capitales europeos se concentraron en el acuerdo de licencias para la producción de modelos, que les permitía obtener ganancias por medio de regalías (fue el caso, claramente, de Renault con IKA y de Peugeot con IAFA)[47], mientras que los capitales norteamericanos desarrollaron la radicación de capital por medio de subsidiarias directas (los casos más expresivos, en este sentido, fueron los de Ford y General Motors). En este sentido, los capitales europeos habrían estado más concentrados en distribuir y recuperar los costos de diseño (aumentando la escala de su producción), mientras que los estadounidenses mucho más en extender la vida útil de la matricería que se había convertido en obsoleta por el ciclo interno acelerado de renovación de líneas y modelos. En ambos casos, lo que resulta claro es que la producción en Argentina se insertaba claramente dentro del ciclo global de los capitales automotrices.
Esta observación sobre la matricería puede ser generalizada a otros aspectos del proceso de producción. Si la producción en Argentina se realizaba, en parte, con medios de producción ya amortizados —total o parcialmente— en los países de origen de los capitales extranjeros, entonces la producción efectuada con ellos era, en esencia, una continuidad del ciclo del capital iniciado con la compra de dichos equipos. En este aspecto, el traslado de maquinarias en general conectaba los procesos de producción y valorización de la matriz y la subsidiaria de un modo que “relajaba” los requerimientos de escala de las subsidiarias, como veremos luego.
No toda la tecnología empleada en la industria automotriz Argentina era de segunda mano pero, al menos en la fase inicial de la industrialización automotriz, el traslado de equipos usados desde los países centrales fue, efectivamente, un componente central de las inversiones radicadas. En la ya citada encuesta realizada por el INDEC sobre importación de tecnología[48], Ford, General Motors, Chrysler, Fiat, Citroën y Mercedes Benz afirmaron haber construido sus plantas utilizando tecnología existente en sus casas matrices (en el caso de IKA, por medio de acuerdo con otras firmas extranjeras), usualmente adaptando los diseños a la menor escala (excepto Citroën, que declara haberlas utilizado sin cambios). Por otra parte, en el informe de la cámara empresarial automotriz (ADEFA, Asociación de Fábricas de Automotores, ver Cuadro 3.7) se señala, en el mismo sentido, que en 1967 casi un cuarto del total del equipamiento tenía más de 10 años[49]. Como señala Jenkins[50], teniendo en cuenta que el grueso de las inversiones se realizó a partir de 1959, esto indica una utilización extendida de equipo usado en el momento de la instalación y los primeros años de la industria, pese a que el informe extrae la conclusión opuesta.
De cualquier modo, lo más interesante de este informe surge al analizar la antigüedad de la maquinaria y equipos en cada parte del proceso productivo. Como puede verse en el Cuadro 3.6, los sectores con mayor proporción de equipos antiguos eran el mecanizado (más de 37% del equipo tiene más de 10 años), la pintura (28%) y el estampado (22%). En particular el mecanizado y el estampado eran, como vimos, los que tenían mayores requerimientos de escala y, además, eran los que más habían avanzado, en los países clásicos, en la automatización de la producción. Es por lo tanto consistente con nuestra argumentación que ellos hayan sido los sectores que tendieron a absorber maquinaria usada en mayor proporción (e, incidentalmente, que hayan sido los dos sectores con maquinaria de más de 20 años). Por el lado de la escala, porque sin equipos de segunda mano (y por lo tanto al menos parcialmente amortizados) los costos de la producción unitarios en Argentina hubieran sido absolutamente antieconómicos. Y, por el lado de la revolución técnica en los países clásicos, porque la necesidad de renovación de equipos en estos dos sectores suponía que la maquinaria antigua descartada allí conservaba en muchos casos utilidad material, aunque fuera prácticamente obsoleta en las condiciones imperantes por entonces en el mercado mundial. En el caso del estampado, además, el corto ciclo del recambio de modelos en EUA (como vimos, de 3 años aproximadamente) implicaba que la matricería tendía a ser descartada en dicho país en pocos años y, por tanto, su traslado a Argentina se reflejaba en esta estadística como maquinaria de menos de 10 años, aun cuando podía estar en buena medida amortizada y cumpliera, en este sentido, plenamente con el importante papel que, según nuestro argumento, tuvo la relocalización de medios de producción en el desarrollo del capital automotriz extranjero en Argentina.
En cambio, los sectores con menos proporción de equipo antiguo eran los de ensamblado de carrocería y montaje final que, al contrario que los sectores tratados recién, tenían menores requerimientos de escala, utilizaban menos maquinaria y no habían revolucionado aún su base técnica.
Cuadro 3.6 – Antigüedad de equipos por sectores, en porcentajes (1967)
Sectores |
Hasta 10 años |
10 a 20 años |
Más de 20 años |
Mecanizado |
62,62 |
26,07 |
12,31 |
Pintura |
72 |
28 |
0 |
Estampado |
77,81 |
17,78 |
4,41 |
Forjado |
80,2 |
19,8 |
0 |
Tratamiento térmico |
82,05 |
17,95 |
0 |
Ensamble de carrocería |
92,66 |
7,34 |
0 |
Motaje final |
100 |
0 |
0 |
Fuente: Asociación de Fábricas de Automotores, La industria automotriz argentina, 83. | |||
En síntesis, el análisis de la tecnología empleada en las fábricas locales vuelve a ponernos frente a la necesidad de tener bien presente la unidad de valorización del capital de las empresas automotrices consideras globalmente; en otras palabras, la necesidad de profundizar en el estudio del modo en el cual el ciclo del capital de la empresa subsidiaria se inscribía en el ciclo global del capital de la empresa multinacional. Volveremos sobre esta cuestión en el tercer apartado; por el momento nos concentraremos en algunos aspectos más del proceso productivo de la industria local.
Productividad del trabajo
La restricción en la escala implica una menor productividad del trabajo, ya sea porque impone una menor división de éste o porque impide la utilización de determinadas tecnologías[51]. Las mediciones disponibles sobre la productividad del trabajo en el sector automotriz argentino, comparado con el estadounidense como expresión de la productividad normal a nivel mundial, confirman esta afirmación.
Un estudio realizado por ADEFA calculó una productividad del trabajo en el sector automotriz de 1,99 vehículos por obrero en 1963, cifra que crece hasta 2,85 en 1965 y luego retrocede a 2,61 en 1967. En 1965, los datos equivalentes para los países de Europa Occidental son de entre 5,8 y 7,4 vehículos por obrero, mientras que en Estados Unidos la productividad es de 13,9 vehículos por obrero[52]. Es decir que la productividad argentina en el sector automotriz era menos de la mitad de la europea y un quinto de la norteamericana, en un año pico de la medición de productividad argentina (posiblemente debido a la mayor utilización de la capacidad instalada en ese año). Estas proporciones son similares a las existentes para la misma época entre la productividad del sector industrial local en su conjunto respecto de la de EUA y el Reino Unido (20% y 35%, respectivamente)[53].
Fuerza de trabajo
Como vimos en el capítulo 1, desde el desarrollo de las técnicas de producción en serie basadas en la división manufacturera del trabajo (segunda década del siglo XX), la industria automotriz global avanzó continuamente hacia la degradación de los atributos productivos de los obreros involucrados en el proceso inmediato de producción. Los desarrollos de los años cincuenta, basados en la automatización de los procesos productivos en sectores clave como el maquinado y armado del motor y, en menor medida, el estampado, comenzaban a delinear una tendencia hacia la diversificación de la fuerza de trabajo en, por un lado, obreros manuales con cada vez menores atributos productivos y, por otro, obreros intelectuales que requerían cada vez mayores calificaciones. En este proceso general, sin embargo, las particularidades del caso argentino (esencialmente, la menor automatización y, en general, el retraso relativo en el desarrollo de las técnicas de producción) sugieren que la fuerza de trabajo local posiblemente estuviera “atrasada” en esta diferenciación, que de todos modos era aún incipiente en los países clásicos.
Lamentablemente, no existe información agregada y detallada sobre los atributos productivos de la fuerza de trabajo automotriz en nuestro periodo de estudio que permita confirmar empíricamente esta suposición[54]. La discusión sobre el tema, sin embargo, ha presentado dos posturas: una que enfatiza el alto grado de calificación relativa de la fuerza de trabajo automotriz local[55] y otra que, en cambio, sostiene que, en términos internacionales, la fuerza de trabajo local en la rama era similar a la de Estados Unidos y los países Europeos[56]. La posibilidad restante, esto es, que la fuerza de trabajo local tuviera menores atributos que la de los países centrales, no fue objeto de consideración seria. Más bien, los investigadores parecen coincidir en que la fuerza de trabajo local era considerablemente más barata que la norteamericana a pesar de poder realizar procesos productivos que requerían atributos similares o incluso más complejos, al menos en el proceso inmediato de producción[57]. Como veremos luego, esta determinación juega un papel en la explicación de la tecnología empleada, pues la baratura relativa de la mano de obra parece haber compensado la utilización de técnicas atrasadas que involucraban una menor productividad del trabajo y, por tanto, una menor composición técnica del capital (o, en otras palabras, una menor utilización de medios de producción por unidad de trabajo vivo). En síntesis, aunque la información disponible es limitada, todo parece indicar que la fuerza de trabajo involucrada en el proceso inmediato de producción era al menos tan calificada como la que existía en EUA y Europa. Lo importante de esta afirmación es que descarta la conjetura de que la industria automotriz en Argentina se hubiera desarrollado específicamente para aprovechar la posibilidad de incorporar mano de obra de menor calificación, como fue el caso de Japón y, en un período posterior, el de Corea (ver capítulo 1).
Costos
La baja productividad del trabajo influye, evidentemente, en los costos de la industria. Pero existen muchos otros factores que pueden mediar en las diferencias de costos en cada país, como por ejemplo la estructura impositiva, posibles diferencias en los precios de los insumos en cada país, etc. Adicionalmente, existen dificultades para la comparación internacional derivadas por ejemplo del tipo de cambio a utilizar, particularmente en el caso de los países latinoamericanos que se caracterizan por la alta inflación y la tendencia a la sobrevaluación de sus monedas, como advierte con precisión Munk[58]. No obstante estas dificultades que llevan a la precaución en el análisis de esta cuestión, examinaremos brevemente la discusión existente en la bibliografía.
El único estudio con datos concretos sobre costos en años cercanos a nuestro período es el de Baranson, que trabaja con datos de enero de 1967[59]. Los datos fueron proporcionados por una automotriz estadounidense con operaciones en México, Brasil y Argentina[60]. Según el estudio, el costo de fábrica de un automóvil en Argentina era 2,6 veces mayor al de un vehículo equivalente producido en EUA, mientras que el costo neto de impuestos —bastante más altos en Argentina— era de exactamente el doble. Las mismas proporciones para el caso de un camión liviano son de 2,5 y 1,92 respectivamente (ver Cuadro 3.7). El estudio también muestra que existían altos diferenciales de costos para las empresas terminales derivados de los insumos producidos por la industria autopartista local (como neumáticos, baterías, vidrios, etc.), cuyos precios eran de alrededor del triple que los de EUA. Pero como estas partes formaban sólo una proporción menor del precio final del vehículo, ellos sólo explican un 24% del incremento de los costos locales. El ensamblado y los componentes importados, por otra parte, explican un 17% adicional de este incremento.
La parte mayor de la explicación de los mayores costos (59%) reside precisamente en los procesos característicos de la producción integral de las terminales, o sea, los procesos que se incorporaron desde 1959, más allá del ensamblado final. Nos referimos al maquinado y ensamblado de los motores y transmisiones, la fundición de piezas, el estampado de las piezas metálicas y la fabricación de otros componentes que requerían equipamiento específico (ver Cuadro 3.9). Aquí vemos también una importante diferencia de costos en la fabricación de motores y transmisiones según si ésta era realizada por la empresa terminal o si eran compradas localmente a terceros[61]; siendo el costo en este último caso más del doble que la producción intra-firma. Es decir que los costos podían variar significativamente según el grado de integración de la empresa. El ejemplo en cuestión parece ser un caso de una integración relativamente baja, pues no tenía fundición y debía comprar parte de las partes maquinadas.
El estudio de Baranson puede ser tomado como un indicador válido de los determinantes de los sobreprecios en un sentido amplio, pero, como han señalado tanto Sourrouille como Munk, los precios corrientes en los que se basa el estudio, tomados en enero de 1967, fueron convertidos a dólares al cambio oficial del momento, que muy probablemente estuviera sobrevaluando la moneda nacional, a juzgar por la fuerte devaluación dos meses después. Por ello, en el Cuadro 3.7 se presenta, además de la original de Baranson, una estimación modificada de la proporción de costos según el tipo de cambio de paridad (en vez del oficial)[62]. Esta corrección arroja como resultado que el costo de producir un automóvil de pasajeros en Argentina era de poco más del doble que en EUA (un ratio Argentina/EUA de 2,14 en vez del 2,6 del estudio de Baranson). De todos modos, los datos muestran claramente que los costos de producción en Argentina eran marcadamente altos en términos internacionales.
Cuadro 3.7 – Comparación de costos de la industria automotriz, Argentina y EUA
Costo argentina (dólares, t. c. oficial) |
Costo EUA (dólares) |
Factores de sobrecosto |
Factores de sobrecosto (corregidos por t. c. de paridad) |
|||||
De fábrica (1) |
Neto de impuestos (2) |
De fábrica (3) |
Neto de impuesto (4) |
De fábrica (Arg/ EUA). (5)=(1)/ (3) |
Neto de impuestos. (Arg/ EUA). (6)=(2)/ (4) |
De fábrica (Arg/ EUA). (7)=(5)/ 1,21 |
Neto de impuestos (Arg/ EUA). (8)=(6)/ 1,21 |
|
Auto |
4615 |
3152 |
1775 |
1573 |
2,60 |
2,00 |
2,14 |
1,65 |
Camión ligero |
4069 |
2779 |
1634 |
1448 |
2,49 |
1,92 |
2,05 |
1,58 |
Fuente: Baranson, La Industria Automotriz. Factor de sobrecosto corregido con base en el índice de valuación de la moneda de Iñigo Carrera, La Formación Económica. | ||||||||
Cuadro 3.8 – Sobrecosto según sector, Argentina respecto de EUA
Índice de costo (EUA=100) |
Participación en contenido total |
Contribución al incremento de costo (%) |
Índice de costo corregido (tipo de cambio de paridad) |
||
Ensamblado Final |
115 |
15 |
6,79 |
94,73 |
|
Partes compradas mayormente a autopartistas |
fabricación local obligatoria |
280 |
6 |
6,61 |
230,64 |
fácil abasto |
320 |
4 |
5,04 |
263,59 |
|
con asistencia técnica |
300 |
10 |
11,81 |
247,12 |
|
Motor y transmisión / Maquinado y ensamblado |
fabricado |
190 |
5 |
3,74 |
156,51 |
comprado |
400 |
3 |
4,72 |
329,49 |
|
Motor y transmisión / Fundición |
fabricado |
0,00 |
|||
comprado |
400 |
14 |
22,05 |
329,49 |
|
Piezas fabricadas con equipo especial |
430 |
9 |
15,24 |
354,20 |
|
Estampado |
200 |
17 |
13,39 |
164,74 |
|
Piezas importadas |
161 |
17 |
10,78 |
132,62 |
|
Total vehículo |
254 |
100 |
209,23 |
||
Fuente: Ídem Cuadro 3.7 | |||||
La valorización del capital automotriz extranjero en Argentina
En el punto anterior vimos que la industria automotriz argentina operaba con una escala marcadamente restringida y con tecnología obsoleta; y que, a su vez, estas condiciones determinaban una baja productividad del trabajo y elevados costos unitarios. Al menos en una primera consideración, estas condiciones no parecen particularmente propicias para la acumulación de capital. Sabemos que, no obstante estas condiciones, muchas de las mayores empresas a nivel mundial se interesaron en ingresar a la rama en Argentina, y que, de hecho, ocho capitales extranjeros operaron localmente hasta fines de la década de 1970. Corresponde ahora abordar el estudio sobre cómo afectaron estas condiciones materiales del proceso de trabajo en el desarrollo de la acumulación de los capitales individuales de la rama. O, más bien, nos interesa investigar cuáles fueron las condiciones que permitieron la entrada y permanencia en la rama de los capitales extranjeros multinacionales, a pesar sus métodos de producción que, como hemos visto, resultaban poco menos que arcaicos en comparación con los utilizados en los países clásicos.
Indicadores de la tasa de ganancia
Nuestro primer paso en el abordaje de esta cuestión es preguntarnos en qué medida los capitales extranjeros lograron valorizarse en Argentina, esto es, si lo hicieron a la tasa normal de ganancia, o bien por debajo o por encima de ella. Al igual que en la estimación de los costos, la evaluación de este aspecto de la operación de las empresas extranjeras presenta dificultades. Procederemos de un modo similar a como lo hicimos en este último caso, es decir, analizaremos las investigaciones existentes sobre el tema evaluando sus alcances y limitaciones como fuentes para extraer conclusiones relevantes para nuestra investigación; y presentaremos nuevos cálculos cuando resulte posible según la información disponible.
Los indicadores sobre la magnitud absoluta de las utilidades y las ventas de las empresas subsidiarias locales son conocidos, y en base a ellos se puede obtener fácilmente la proporción entre ambas magnitudes (ver Cuadro 3.11, al final del capítulo). Sin embargo, los problemas comienzan cuando debe computarse de algún modo el monto de capital adelantado para poder obtener una estimación de la tasa de ganancia a partir de las utilidades. Sin dudas el estudio más profundo en este aspecto es el de Sourrouille, que construye indicadores de tasas de ganancia basados en el cálculo del patrimonio a partir de balances de cinco empresas automotrices extranjeras (Ford, GM, Fiat, IKA-Renault y Mercedes Benz)[63]. Los datos de Sourrouille se presentan en el Cuadro 3.9.
Cuadro 3.9 – Tasa de ganancia según estimación de Sourrouille (ganancia sobre patrimonio neto del mismo año)
Total 5 empresas |
Fiat |
IKA |
Ford |
GM |
Mercedes |
|
1960 |
21 |
5 |
9,7 |
53,2 |
65,2 |
10,8 |
1961 |
23,1 |
12,4 |
31 |
68,6 |
9,7 |
|
1962 |
3,6 |
7,9 |
0,7 |
-5,1 |
-2,5 |
|
1963 |
-5,1 |
18,1 |
1,2 |
-13,2 |
-32,1 |
-6,1 |
1964 |
10,7 |
11,6 |
5,4 |
16,2 |
20,5 |
4,2 |
1965 |
14,9 |
10,3 |
11,6 |
24,3 |
27,2 |
-5,3 |
1966 |
13,9 |
9,7 |
7,9 |
23,1 |
25,3 |
2,6 |
1967 |
5,6 |
7,8 |
1,4 |
6,1 |
12,8 |
-1,7 |
1968 |
9,1 |
10,2 |
-6,4 |
19,4 |
25,5 |
3,4 |
1969 |
13 |
17 |
0,7 |
17 |
23,4 |
7,1 |
60-64 |
10,66 |
11,57 |
7,32 |
17,58 |
23,42 |
3,22 |
65-69 |
11,3 |
11 |
3,04 |
17,98 |
22,84 |
1,22 |
Fuente: Sourrouille, El Complejo Automotor. | ||||||
Estos porcentajes, sin embargo, están calculados sobre la base de poner en relación las utilidades de un determinado año con el patrimonio total de ese mismo año, incluyendo en éste a las utilidades[64]. En otras palabras, las utilidades están tanto en el numerador como en el denominador, de modo que la tasa presentada por Sourrouille expresa la proporción del patrimonio de la empresa de un determinado año que está conformado por las ganancias obtenidas en el mismo año. Para acercarnos más a una medición de la tasa de ganancia como proporción del capital adelantado (que, por definición, excluye la ganancia que resulta de dicho adelanto) hemos recalculado los porcentajes presentados por Sourrouille, restando al patrimonio total las utilidades del año sobre el que realizamos el cálculo[65]. Los resultados son presentados en el Cuadro 3.10.
Cuadro 3.10 – Tasa de ganancia sobre el capital adelantado
Total 5 empresas |
Fiat |
IKA |
Ford |
GM |
Mercedes |
|
1960 |
26,58% |
5,26% |
10,74% |
113,68% |
187,36% |
12,11% |
1961 |
30,04% |
14,16% |
44,93% |
218,47% |
10,74% |
|
1962 |
3,73% |
8,58% |
0,70% |
-4,85% |
-2,44% |
|
1963 |
-4,85% |
22,10% |
1,21% |
-11,66% |
-24,30% |
-5,75% |
1964 |
11,98% |
13,12% |
5,71% |
19,33% |
25,79% |
4,38% |
1965 |
17,51% |
11,48% |
13,12% |
32,10% |
37,36% |
-5,03% |
1966 |
16,14% |
10,74% |
8,58% |
30,04% |
33,87% |
2,67% |
1967 |
5,93% |
8,46% |
1,42% |
6,50% |
14,68% |
-1,67% |
1968 |
10,01% |
11,36% |
-6,02% |
24,07% |
34,23% |
3,52% |
1969 |
14,94% |
20,48% |
0,70% |
20,48% |
30,55% |
7,64% |
60-64 |
13,50% |
8,10% |
8,08% |
33,40% |
80,49% |
3,81% |
64-69 |
12,91% |
12,51% |
3,56% |
22,64% |
30,14% |
1,43% |
Nota: el “capital adelantado” se obtiene restando al patrimonio de cada año la ganancia obtenida en el mismo ejercicio. Fuente: ídem cuadro 3.9. | ||||||
Como puede verse, en promedio, este cálculo arroja una tasa de ganancia más alta que la de Sourrouille, en alrededor de dos puntos porcentuales, registrándose diferencias mayores en los primeros años, cuando es mayor el peso de la ganancia en el patrimonio. No obstante estas diferencias, en ambos cálculos resulta elevada la tasa de ganancia de los primeros años, en especial para el caso de Ford y General Motors[66]. Tanto Sourrouille como Baranson señalan como factor explicativo de las ganancias ciertamente extraordinarias de esos años la posibilidad de importar hasta un 40% del precio del vehículo con aranceles de 30% promedio (frente a 150% de vehículos terminados) y los precios finales elevados que, en el caso de Sourrouille, son explicados por lo que él llama “demanda reprimida” que se arrastraba de décadas anteriores[67]. De hecho, las altas tasas de ganancia de los años 1960-1961 muestran que buena parte del capital de las empresas se generó muy rápidamente con ganancias capitalizadas obtenidas localmente, especialmente en el caso de Ford y General Motors; los otros casos de esta muestra habían pasado por procesos similares durante la década anterior, como hemos visto anteriormente.
¿Cómo se comparan estas ganancias con las internacionales? Para analizar esta cuestión, utilizaremos los datos publicados por White para el caso norteamericano, tomando para la comparación las tasas de ganancias calculadas para el conjunto de la rama automotriz en ese país y, por otra parte, la tasa del sector excluyendo a General Motors (que tenía una tasa de ganancia sustancialmente superior al resto)[68]. Esta comparación nos muestra que, aunque en 1960-61 la tasa de ganancia en Argentina es sustancialmente más alta que la estadounidense, la primera cae con la crisis de 1962-63 por debajo de esta última y, aún con la expansión económica posterior, la situación se mantiene en 1964-66. Sin embargo, puede notarse que si tomamos la tasa de este país que excluye a GM (que, presumiblemente, refleja mejor la tasa normal de la rama a nivel mundial), la tasa en Argentina se le acerca bastante. Si se toman los promedios de 1960-67, la tasa de ganancia de los cinco capitales individuales considerados en Argentina y la tasa de todas las empresas norteamericanas menos GM son muy similares (13,4% y 13,2%, respectivamente). Ambas tasas son sustancialmente menores a la tasa total de EUA que incluye a GM (20,1%). Otro punto interesante a observar es que si se compara la tasa de ganancia entre las subsidiarias y las matrices de Ford y GM, vemos una situación distinta a la comparación general. En este caso, con excepción de la crisis local de 1962-63, las tasas de ganancia de las subsidiarias son superiores a las de la casa matriz, lo cual se refleja también en el promedio de 1960-67: GM Argentina tuvo en ese período una tasa promedio de 61% frente al 20% de la empresa global y en el caso de Ford, los números son 29% y 12% respectivamente.
Gráfico 3.2 – Tasa de ganancia sobre capital adelantado (Argentina y EUA)
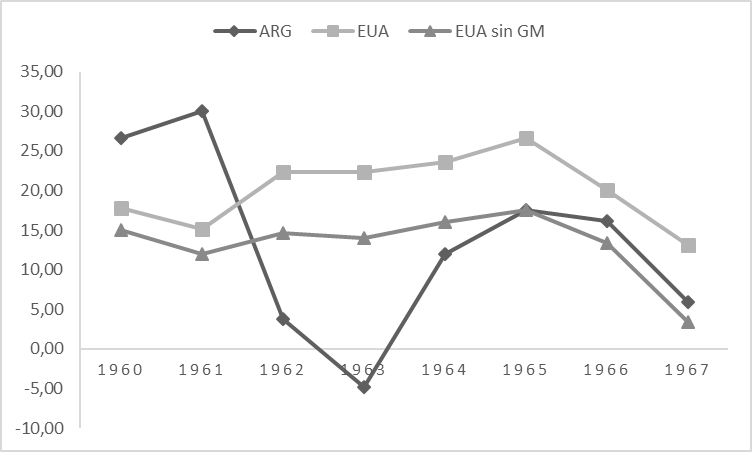
Fuente: elaboración propia con datos de Sourrouille, El complejo automotor; White, The Automobile Industry since 1945. Nota: La tasa de Argentina está calculada sobre la base de IKA, Fiat, Ford, GM y Mercedes Benz.
Gráfico 3.3 – Tasa de ganancia sobre capital adelantado de GM y Ford (Argentina y EUA)
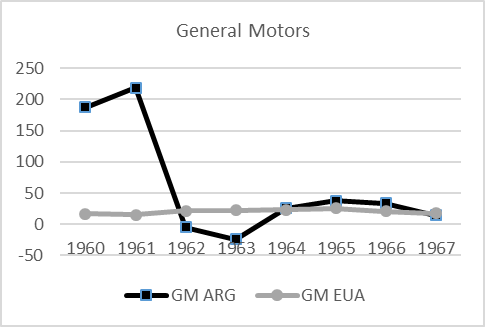
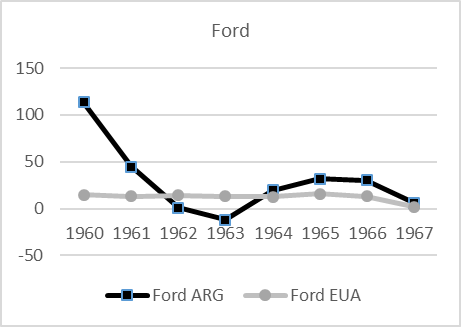
Fuente: elaboración propia con base en Sourrouille, El complejo automotor; White, The Automobile Industry since 1945.
En síntesis, la tasa de ganancia de la industria automotriz argentina parece haberse ubicado, en promedio, en torno a una tasa de ganancia normal para la industria automotriz estadounidense. Sin embargo, también es preciso notar, en primer lugar, que la primera ha mostrado fuertes fluctuaciones y, en segundo lugar, que hubo notables diferencias entre empresas. A primera vista, de los datos presentados resulta evidente que las tres empresas estadounidenses más grandes obtuvieron tasas de ganancias sustancialmente superiores a las que lograron las empresas de capital europeo o de capitales estadounidenses más pequeños. Sin embargo, y aunque es muy probable que esta fuera efectivamente la situación, también es preciso tener en cuenta que los tres casos de empresas más pequeñas a nivel mundial tomados aquí (IKA, Fiat, Mercedes Benz) realizaron sus ingresos a la rama en Argentina con anterioridad a 1960 y, en buena medida, llegaron a ese año con un capital de una magnitud considerable. En otras palabras, estos capitales muy probablemente pudieron haber pasado por etapas de alta tasa de ganancia en sus primeros años; de hecho, aunque no disponemos de datos cuantitativos, hemos visto manifestaciones de esta situación en nuestra síntesis sobre el ingreso de estos capitales a la producción local, en particular en el caso de IKA (Capítulo 2).
Por último, antes de cerrar este apartado debemos señalar que, en realidad, las tasas de ganancia de la subsidiaria no reflejan plenamente la capacidad de valorización del capital multinacional del que aquélla forma parte. En primer lugar, el patrimonio de la subsidiaria está formado, en todos los casos y en una importante proporción, por capital local que las empresas extranjeras lograron apropiarse de diversas maneras. Tasas de ganancia superiores al 100% en los primeros años implican que, de manera extraordinariamente rápida, el patrimonio formado por la subsidiaria resultó en su mayoría de las ganancias obtenidas, quedando en minoría el capital originalmente adelantado por la matriz[69]. Desde el punto de vista de ésta, la tasa de ganancia sobre la porción de capital que efectivamente se adelantó desde el exterior es sustancialmente mayor a la presentada anteriormente. Más aún si el capital ingresado bajo la forma de maquinaria y equipos hubiera sido sobrevaluado, situación que es muy probable, según veremos luego. Además, en adición a las ganancias de las subsidiarias, las casas matrices obtuvieron ganancias de la operación de éstas que aparecen directamente como ganancias de la matriz y no de la subsidiaria. De este tipo son las ganancias obtenidas por la venta de piezas, el cobro de patentes y la asistencia técnica, por ejemplo.
En conclusión, los capitales extranjeros han obtenido de sus operaciones en Argentina tasas de ganancia al menos similares a las estadounidenses. Pero, como hemos visto, han logrado esto a pesar de tener una productividad y una escala reducida y costos elevados. Veremos en los próximos apartados cuáles fueron las formas que hicieron esto posible. En otras palabras, veremos cuáles fueron las bases de la valorización de los capitales extranjeros en la industria automotriz argentina.
La explotación normal y extraordinaria de la fuerza de trabajo
Por supuesto, una primera base de la valorización de cualquier capital industrial es la explotación de la fuerza de trabajo. Sin embargo, lo que nos interesa preguntarnos es: ¿se trata de una explotación normal de la fuerza de trabajo, esto es, una explotación basada en el pago de la fuerza de trabajo por su valor? ¿O se trata, en cambio, de una explotación extraordinaria, donde el capital encuentra ganancias mayores a las normales gracias a pagar un salario que se ubica por debajo de aquel valor? La posibilidad de la “sobreexplotación” de la fuerza de trabajo ha sido introducida en el debate latinoamericano por la teoría de la dependencia, en su análisis sobre la operación del capital extranjero en la región. Desde esta perspectiva, los bajos salarios relativos de países como Argentina explican el interés de las empresas multinacionales en producir localmente[70]. En el marco de la investigación que venimos desarrollando en este capítulo, un eventual pago de la fuerza de trabajo por debajo de su valor podría contribuir a explicar por qué las filiales locales lograron valorizarse normalmente con una productividad del trabajo marcadamente menor a la internacional. Veamos entonces qué conclusiones podemos sacar de los datos disponibles.
El valor de la fuerza de trabajo está determinado por el valor de los medios de vida que el obrero debe consumir para reproducir su fuerza de trabajo con los atributos productivos requeridos por la materialidad de su trabajo. El salario real industrial es un indicador de la cantidad de medios de vida que el obrero industrial consume y, por lo tanto, nos permite comenzar nuestro análisis de esta cuestión. En el siguiente Gráfico 3.4 se presenta la evolución del salario real industrial en Argentina, resaltando el período 1959-1963.
Gráfico 3.4 – Salario real industrial directo más indirecto, Argentina (en pesos de 2004)
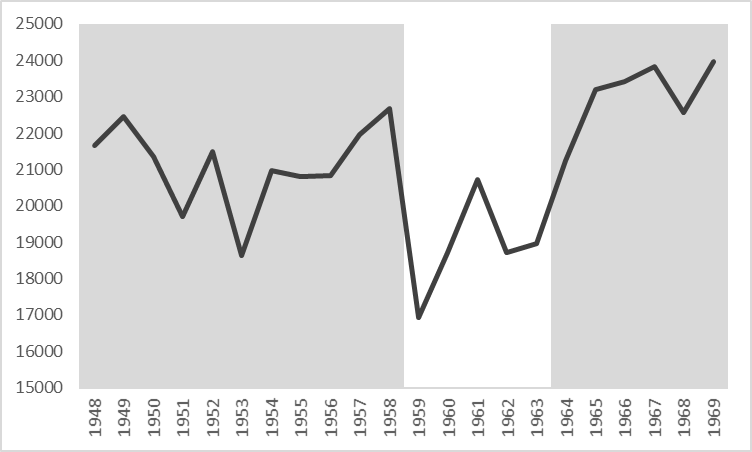
Fuente: Elaboración propia con base en Iñigo Carrera, La formación económica.
El salario real siguió una evolución con fuertes fluctuaciones y, si se comparan los extremos, se observa una leve tendencia hacia el ascenso (debe aclararse, sin embargo, que el gráfico comienza luego de un fuerte salto hacia arriba en el salario real entre 1946 y 1948[71]). Pero también resulta claro que durante el quinquenio 1959-63 el salario real se ubicó entre los niveles más bajos de los 21 años considerados.
No obstante, lo que resulta particularmente relevante para nuestro problema es la comparación del poder adquisitivo del obrero industrial argentino con el estadounidense. Esto es así porque, si se asume que la materialidad del trabajo industrial en Estados Unidos era semejante a la del mismo trabajo en la Argentina y, por lo tanto, los consumos necesarios para la reproducción de la fuerza de trabajo correspondiente eran similares y, simultáneamente, se asume que el capital que opera en EUA explotaba a la fuerza de trabajo en condiciones normales (esto es, la compraba por su valor), la comparación de salarios reales nos indica, al menos aproximadamente, en qué medida la fuerza de trabajo local era intercambiada a su valor[72]. Presentamos esta comparación en el Gráfico 3.5.
Gráfico 3.5 – Poder adquisitivo del salario industrial argentino en relación al de EUA, por quinquenios (porcentajes).
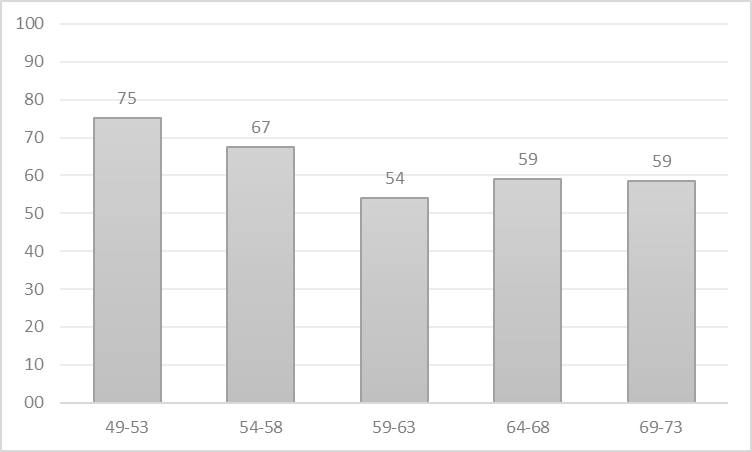
Fuente: elaboración propia con datos de Iñigo Carrera, La formación económica. Nota: Calculado con el método de paridad absoluta de poder adquisitivo (PPPA, ver Cuadro 3.13).
Durante el período 59-63, la capacidad de consumo del salario industrial argentino presentaba la mayor diferencia respecto a la estadounidense de los cinco quinquenios considerados. Resalta además que la diferencia era mayor respecto a los períodos anteriores, cuando las condiciones de reproducción de la fuerza de trabajo local se acercaban más a las vigentes en EUA, que a los posteriores. Si incorporamos al análisis períodos más prolongados, puede decirse que entre 1900-1958 (excluyendo los años de las dos guerras mundiales) el poder adquisitivo del obrero fabril argentino representó el 70% del que tenía el obrero estadounidense. En contraste, durante el período 59-75 la misma proporción fue de 58% y, entre 1976 y 2001, de 45%. Las marcadas diferencias en los promedios por etapas permiten concluir que las condiciones de reproducción del obrero industrial argentino tendieron, durante la segunda mitad del siglo XX, a separarse cada vez más de las del norteamericano. Y, si consideramos a estas últimas condiciones como las que determinaban el valor de la fuerza de trabajo a nivel global, esto significa que el salario industrial en Argentina tendió a ubicarse cada vez más por debajo de su valor. El período 1959-1963, con su marcada caída del salario real, se presenta como un punto de inflexión en este desarrollo: aún en 1974, año en que el salario real argentino alcanzó su pico histórico, su poder adquisitivo fue solo del 68% del estadounidense, esto es, una proporción menor a la de 1958 (72%) y a la del promedio 1900-1958[73].
Esta evolución del salario real industrial permite plantear la hipótesis de que una de las bases de la valorización de los capitales automotrices en Argentina fue la posibilidad de pagar salarios que se ubicaban por debajo del valor de la fuerza de trabajo o, lo que es lo mismo, la posibilidad de obtener mano de obra con las calificaciones necesarias para el proceso de producción automotriz a un costo menor al que el capital debía pagar en los países clásicos (en particular en EUA) por ese tipo de fuerza de trabajo. Sin embargo, resulta importante intentar establecer si en el caso particular de la rama automotriz, esta situación general del salario industrial se manifestaba aproximadamente de la misma manera. Veamos, entonces, la comparación de los salarios de esta rama en Argentina y en EUA (Gráfico 3.6; véase también el Cuadro 3.13, al final del capítulo, donde se presentan los datos absolutos).
Gráfico 3.6 – Salarios automotrices (Argentina respecto a EUA)
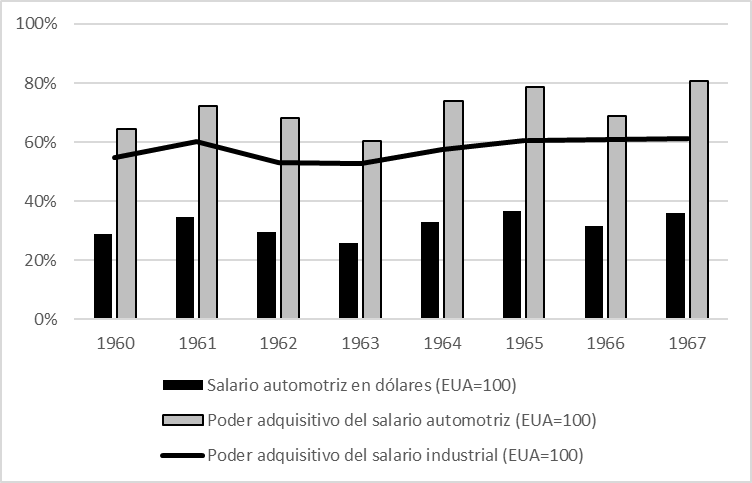
Fuente: elaboración propia con base en Asociación de Fábricas de Automotores, La industria automotriz argentina; United States Census Bureau, Statistical Abstract of the United States; World Bank, Global Purchasing Power Parities; Iñigo Carrera, La formación económica. Ver también Cuadro 3.13
En el período 1960-1963, el obrero del sector automotriz argentino tenía un poder adquisitivo del 66% del norteamericano, esto es, una diferencia menor que la que se registra para el obrero industrial en general (55% para el mismo período). Los datos muestran, en ese sentido, que aunque los obreros automotrices argentinos se encontraban en mejor situación relativa, respecto al resto de la clase obrera argentina, sus condiciones de reproducción estaban lejos de las del obrero automotriz estadounidense. Debe notarse también que la diferencia de salarios está levemente subestimada porque el dato sobre el salario automotriz estadounidense tomado como base para la comparación incluye al sector autopartista, cuyos salarios son en EUA (así como en Argentina) menores a los del sector terminal[74] (el dato sobre el salario argentino se refiere, en cambio, sólo a las terminales). En síntesis, resulta posible concluir que existió, en Argentina, cierta sobreexplotación de la fuerza de trabajo y, por tanto, que los capitales se valorizaron a expensas del valor de ésta, pero en menor proporción que en el resto de la industria.
El Gráfico 3.6 muestra, además, la notable diferencia entre, por un lado, el salario automotriz argentino expresado en dólares[75] respecto del salario automotriz estadounidense y, por otro, la capacidad de consumo del obrero automotriz argentino también respecto a su par en EUA. En otras palabras, el obrero argentino recibía como salario una cantidad de valor marcadamente menor a la mitad de la que recibía el estadounidense, pero su poder adquisitivo relativo a éste oscilaba entre 60 y 70%. Esto quiere decir que el capital automotriz pagaba salarios que, en términos de valor, eran mucho más bajos que los que pagaba en EUA, y que esta diferencia no brotaba exclusivamente del menor consumo de sus obreros; en otras palabras, que el abaratamiento de la fuerza de trabajo en Argentina no se debía solamente a la explotación extraordinaria de la fuerza de trabajo. Veremos más adelante cuál era la fuente de riqueza que hizo posible esta situación (apartado 3.e).
Utilización de maquinaria usada
Cuando analizamos la historia de la radicación de los capitales automotrices hemos resaltado que la inversión efectuada desde el extranjero se realizó mayoritariamente bajo la forma de maquinaria y equipos que eran en buena medida usados. Aquí consideraremos qué efecto tuvo esto sobre la valorización de los capitales automotrices en Argentina.
El mismo hecho de que la inversión extranjera se haya realizado fundamentalmente en maquinaria y equipos de segunda mano abre la posibilidad de que los bienes de capital pudieran haber sido declarados a un valor mayor al que realmente tenían, al momento de ser ingresados. Al respecto, Sourrouille señala que, aunque no es posible calcularlo con precisión, es muy posible que las empresas hubieran recurrido a esta práctica porque el valor imputado de la maquinaria era el determinante principal del capital que quedaba registrado por la matriz. De esta manera, se trataba de una maniobra que aumentaba la participación de la matriz en la subsidiaria (en los casos de sociedades con capitales locales) y aumentaba también la cantidad de ganancias que se podían remitir al exterior y, eventualmente, el capital legalmente repatriable[76]. En este sentido limitado, la “sobrevaloración” de la maquinaria ingresada no es una fuente directa de valorización sino más bien un medio para incrementar la capacidad de la subsidiaria de remitir ganancias al exterior. Es decir, nos estamos refiriendo a una maniobra similar a la de sobrefacturar importaciones de partes para esconder la remisión de ganancias. De hecho, ambas maniobras —la “sobrevaloración” del capital fijo radicado y la sobrefacturación de las piezas importadas— implicarían una subestimación de la tasa de ganancia que presentamos en el apartado 3.a), por la sobreestimación del capital adelantado y porque una parte de la ganancia se encontraría computada como capital dedicado a comprar los insumos importados con sobreprecio.
Pero el punto que nos interesa marcar aquí, mucho menos estudiado, es el papel que juega la relocalización de maquinaria en el movimiento del capital de la empresa automotriz en su conjunto; es decir, considerando el ciclo de valorización del capital automotriz invertido en Argentina como una parte integrante del ciclo global de acumulación de los capitales internacionales del que forma parte. De hecho, estrictamente, visto desde el punto de vista de las empresas multinacionales se trata de un único ciclo de valorización que incluye, en su desarrollo, el desprendimiento de una parte del capital y su localización en una nueva región geográfica[77].
Dado que el vínculo entre el ciclo de la subsidiaria y la matriz aparece, en el aspecto que estamos mirando aquí, centrado en la transferencia de maquinaria de la segunda a la primera, debemos concentrarnos en la parte del capital originalmente adelantado por la matriz para la compra de los medios de producción en cuestión (o, eventualmente, en el capital adelantado para su fabricación dentro de la misma empresa). Nos estamos refiriendo, dentro del ciclo de un capital industrial, a la parte del capital invertido bajo la forma de medios de trabajo, esto es, de valores de uso que mantienen su forma material durante el proceso de producción, en oposición a la materia prima y el material auxiliar, que cambian de forma o bien desaparecen en dicho proceso, respectivamente[78]. Esta característica de los medios de trabajo es la que les permite ser utilizados en muchos procesos de producción y la que los determina como capital que se encuentra “fijado” en el proceso de producción, razón por la cual se lo denomina “capital fijo” [79]. Esta circunstancia implica que el valor de los medios de trabajo, en lugar de ser transferido de una vez al producto, pase paulatinamente a éste, a lo largo de muchos procesos de trabajo sucesivos, a medida que el valor de uso de maquinarias y equipos se va desgastando. Así, el valor de los medios de trabajo se reduce a cero (y, por tanto, se transfiere completamente al producto) sólo luego de un determinado período de tiempo, que a veces puede ser de varios años. En otras palabras, el valor de los medios de trabajo se transfiere al producto a medida que su valor de uso “disminuye”, se agota físicamente, y dicho valor es transferido completamente cuando los medios de trabajo no tienen más valor de uso, o sea, cuando no sirven más.
Sin embargo, y este es el punto crucial para nuestro argumento, el medio de trabajo no se desgasta solamente en un sentido físico. Como señala Marx, existe además un desgaste moral:
Pero además del desgaste material, la máquina experimenta un desgaste moral, por así llamarlo. Pierde valor de cambio en la medida en que se puede reproducir máquinas del mismo modelo a menor precio o aparecen, a su lado, máquinas mejores que compiten con ella. En ambos casos su valor, por flamante y vigorosa que sea todavía, ya no estará determinado por el tiempo de trabajo efectivamente objetivado en ella, sino por el necesario para su propia reproducción o para la reproducción de las máquinas perfeccionadas. Por ende, se ha desvalorizado en mayor o menor medida. Cuanto más breve sea el período en que se reproduce su valor total, tanto menor será el riesgo de desgaste moral, y cuanto más prolongada sea la jornada laboral tanto más breve será dicho período[80].
De las dos determinaciones del desgaste moral señaladas por Marx, la que resulta más inmediatamente relevante en este contexto es la segunda, esto es, la desvalorización de la máquina que resulta de la aparición de máquinas “mejores”, es decir, capaces de aumentar la productividad del trabajo que se efectúa con ellas (siempre que el valor de estas nuevas máquinas no sea tan alto como para contrarrestar el incremento de la productividad). La desvalorización de la maquinaria antigua por la introducción de la más moderna se da aun en el caso de un simple incremento cuantitativo en la productividad del trabajo[81], pero el efecto es más claro y notable en el caso de un cambio cualitativo en los métodos de trabajo. Cuando se revoluciona el proceso de trabajo, como en el caso del desarrollo de la automatización, la maquinaria antigua puede resultar absolutamente incapaz de servir como vehículo de valorización del capital. En este caso, la maquinaria deja directamente de ser un valor de uso para el capital y por lo tanto su valor se reduce a cero. Como se desprende de nuestros desarrollos previos, este parece ser el caso de al menos una parte de la maquinaria instalada en Argentina.
Con todo, tanto si la maquinaria en cuestión era absolutamente incapaz de continuar en el proceso productivo en sus países de origen o si lo era sólo parcialmente, el desarrollo de un ámbito de acumulación como el argentino, donde un capital que utiliza esta maquinaria es capaz de obtener tasas de ganancia normales, o incluso extraordinarias, implica una prolongación de su vida útil. En otras palabras, maquinaria que se encontraba ya completamente amortizada o que había entrado en obsolescencia por el desgaste moral (que había, por tanto, agotado su vida útil para el capital, esto es, había dejado de ser un valor de uso desde el punto de vista de aquél), renueva su carácter de valor de uso y, por tanto, aparece como portadora de valor. Dicho simplemente, sale de su condición de chatarra o desperdicio para continuar su servicio como medios de trabajo capaces de ser puestos a funcionar por el trabajo vivo en procesos de acumulación de capital[82]. En este sentido, ámbitos de acumulación de capital como el argentino permiten al capital contrarrestar el efecto del desarrollo técnico sobre la obsolescencia de los medios de trabajo.
Entonces, la computación de los medios de trabajo ingresados a Argentina como inversión de capital extranjero a un determinado valor eventualmente mayor a su precio de mercado en su país de origen no es simplemente una maniobra contable (aunque, por supuesto, esto no significa que dichas maniobras no existan, simplemente se trata de cuestiones diferentes). Se trata de una consecuencia de la renovada posibilidad de valorización de una porción de capital incapaz de valorizarse en las condiciones técnicas normales en el mercado mundial. Esta porción de capital de las empresas automotrices multinacionales sólo es tal dentro del ámbito argentino de acumulación de capital (y, por supuesto, de otros ámbitos nacionales que compartan en este aspecto sus particularidades). Desde el punto de vista de los capitales multinacionales, la inversión bajo la forma de maquinaria en Argentina consiste en transformar un valor inexistente en uno existente o, al menos, de acrecentar instantáneamente el valor de un capital en vías de perder su condición de tal. Se trata, por lo tanto, de una ganancia extraordinaria para el capital en cuestión[83].
Vinculación con el pequeño capital
La valorización del capital industrial medio o normal puede incluir su vinculación con capitales más pequeños, en una relación que se presenta a todas luces asimétrica. La industria automotriz, con su clara diferenciación entre pocas empresas terminales de gran tamaño y, en términos relativos, muchas empresas autopartistas en general de menor tamaño, es una clara expresión de este tipo de relación. Y esta situación ha sido advertida, señalada y estudiada desde diversos enfoques y tradiciones teóricas; puede verse, por ejemplo, la siguiente afirmación de Cimillo et al:
La rama de la industria terminal de automotores es un típico ejemplo de oligopolio concentrado. En cambio la industria de autopiezas se caracteriza por la presencia de una gran cantidad de empresas pequeñas, por un lado, y un grupo reducido de empresas grandes, por el otro (…) El elevado grado de oligopolio existente en la rama de la industria terminal les permite a las empresas (…) apropia[rse] de parte de la plusvalía generada en la industria de autopiezas[84].
También Jenkins señala esta relación:
The terminals enjoy hegemonic position within the motor vehicle complex, reflected in unequal relations between them and their suppliers (particularly parts producers) which supply them with parts and components at favourable prices.[85]
Y veamos, por último, la caracterización de Sourrouille:
…el complejo sectorial automotor, entendiendo por tal a un conjunto de actividades económicas organizadas en torno a un núcleo —en este caso las industrias terminales– caracterizadas por relaciones de alta integración con aquél, en las que estas relaciones son de carácter asimétrico. Tal asimetría está definida fundamentalmente por relaciones de poder económico, cuestión en la que se reconoce un papel de particular relevancia a la propiedad del capital y, particularmente, a los fenómenos de transnacionalización.[86]
Aunque un estudio completo de esta cuestión excede el alcance de esta tesis, pues implicaría un estudio en profundidad del sector autopartista en Argentina, en este apartado nos interesa particularmente indagar si los capitales extranjeros automotrices obtuvieron en Argentina ganancias extraordinarias de su vinculación con pequeños capitales, y si lo han hecho en mayor medida que en sus países de origen.
El funcionamiento de la relación “asimétrica” entre terminales y autopartistas en los países clásicos de la acumulación de capital ha sido más estudiada que en los países latinoamericanos[87]. Aunque la diferencia entre terminales y autopartistas aparece simplemente vinculada al producto de cada rama, la diferencia esencial que explica la asimetría es la magnitud absoluta del capital. Sucede que, mientras las primeras son capaces de entrar en la rama de autopartes (como de hecho lo hacen, dependiendo de circunstancias concretas en cada caso), el movimiento contrario resulta imposible, debido a que los capitales autopartistas no poseen la magnitud de capital suficiente[88]. Sobre esta base se establecen relaciones particulares entre ambos tipos de empresas; en especial los vínculos tecnológicos de diverso grado de interdependencia: desde una amplia autonomía en el caso de los fabricantes de neumáticos hasta situaciones de control completo por parte de las terminales del diseño del producto del autopartistas, incluyendo la propiedad del herramental especial necesario para la producción. Otros vínculos que involucran situaciones de variable dependencia o subordinación de los autopartistas a las terminales son los financieros (incluyendo la propiedad parcial o total, en algunos casos) y el sistema de distribución de partes de reposición (por medio del cual las terminales median en la comercialización de repuestos producidos por las autopartes).
Continuando con el análisis de la industria a nivel mundial, podemos señalar —retomando en este punto a Jenkins[89]— una serie de ventajas para las terminales en su relación con los autopartistas. En primer lugar, la existencia de salarios marcadamente más bajos en el sector de autopartes implica que las terminales obtienen insumos a costos más bajos que si tuvieran que producirlas ellas; en otras palabras, se apropian de las ganancias extraordinarias que resultan de los menores salarios en las autopartistas. En segundo lugar, las empresas terminales se benefician de la menor tasa de ganancia de las autopartistas: entre 1957 y 1965 esta tasa fue de 13.8% anual promedio, mientras que la de las terminales fue de 20,2% y, en el caso de las tres grandes, más de 25% (ganancias después de impuestos sobre patrimonio neto)[90]. Esta diferencia refleja, según Jenkins, que los precios de venta de las partes encierran una transferencia de plusvalor hacia las terminales[91].
Desde nuestro punto de vista, esta capacidad de las terminales de apropiar parte del plusvalor producido por los obreros empleados por las autopartistas se rige, en esencia, por la diferenciación cualitativa entre dos tipos de capitales: el capital medio o normal y el pequeño capital. Como desarrolla Iñigo Carrera[92], el capital medio o normal es aquel que tiene la magnitud suficiente para poner en movimiento la productividad del trabajo normal que determina los precios de producción de las mercancías y, por tanto, es el capital capaz de valorizarse a la tasa normal de ganancia. Los pequeños capitales, en cambio, son aquellos que han quedado atrás en el proceso de concentración y centralización y que debido a su menor magnitud ponen en movimiento procesos de trabajo con una productividad menor a la normal. Por tanto, sus costos son mayores y su tasa de ganancia más reducida, ubicándose ésta en un nivel que se encuentra por debajo del correspondiente a la tasa normal o general. Según lo expuesto hasta aquí, el precio comercial de los pequeños capitales y del capital normal sería el mismo, determinado por el precio de producción normal. Pero, en tanto que la disyuntiva para el pequeño capital es quedarse en producción o convertirse en un capital prestado a interés, cabe la posibilidad para él de vender a un precio comercial que le implique una tasa de ganancia apenas superior a la de interés (menor, en general, a la tasa de ganancia normal). Y, dependiendo de las condiciones de cada rama, puede suceder que este precio comercial al que puede vender el pequeño capital esté por debajo del precio de producción normal, circunstancia que redundaría en la expulsión del capital medio de la rama en cuestión[93].
Sobre esta base, puede considerarse que la relación entre las autopartistas y las terminales es una entre pequeños capitales y capitales medios o normales[94]. En esta relación, los precios de venta del pequeño capital autopartista se ubican por debajo del precio de producción de sus mercancías. Consecuentemente, la compra por el capital normal o medio del sector terminal de las mercancías que vende el pequeño capital involucra una apropiación de valor correspondiente a la diferencia entre dichos precios, determinando una tasa de ganancia mayor a la normal para la rama. Y, dado que quedan pocas dudas de que los capitales automotrices reproducen esta relación particular con sus proveedores en Argentina (y en otros países de América Latina), queda claro que la relación con capitales más pequeños (que son, en buena medida, capitales locales) es una de las formas de aumentar la ganancia de los capitales automotrices extranjeros. Ahora bien, como dijimos anteriormente, debemos abordar la cuestión de si esta relación se encuentra particularmente extendida o es de mayor intensidad en Argentina respecto de la misma relación en los países de origen del capital extranjero.
Existen varias razones para pensar que, efectivamente, la valorización de los capitales automotrices terminales a expensas de los autopartistas se desarrolla de manera particularmente intensa en Argentina. Primero, la existencia en Argentina de una tasa de interés negativa en términos reales por prolongados períodos (es decir, de situaciones en los que la tasa nominal de interés se ubica por debajo de la inflación) amplia el espacio para el desarrollo del pequeño capital. Entre 1959 y 1963, en promedio, la tasa de interés real resultó negativa con valores mínimos de -6,47% en 1961 y máximos de -50,86% en 1959[95]. Ante la alternativa de convertirse en un capital prestado a interés que anualmente reduce su magnitud real, cualquier tasa de ganancia que se pudiera obtener, por más pequeña que fuera, justificaría la permanencia en producción de los pequeños capitales.
Segundo, aunque los datos sobre el número de empresas autopartistas totales no son coincidentes entre fuentes diversas, no quedan dudas de que el número de empresas autopartistas era elevado. Dos estudios específicos de ADEFA y de la Cámara de Diputados de la Nación contabilizaron entre 700 y 1000 establecimientos para la década de 1960, mientras que los datos censales de 1974 computaron más de 2000 establecimientos (en los primeros dos casos, sugiere Dorfman, parecen haberse dejado de lado los más pequeños)[96]. En cualquier caso, el número de establecimientos era elevado, si se tiene en cuenta que en EUA, sobre datos censales exhaustivos, se registraron 2195 establecimientos (año 1963)[97], con un mercado para las autopartes mucho mayor. Además, y relacionado con la determinación de la tasa de interés ya referida, los capitales autopartistas en Argentina eran particularmente pequeños. En 1963, el promedio de obreros por establecimiento de la industria automotriz era de 13[98], mientras que, en el mismo año, en EUA, el promedio de obreros por establecimiento en el mismo sector era de 85[99]. Ciertamente, la cantidad de empleados por establecimiento es un indicador pobre del tamaño de un capital, en particular porque cabe esperar que los capitales más grandes tengan una proporción mucho menor de obreros por cada unidad de capital (por efecto de la mayor productividad del trabajo que ponen en acción). Con todo, es el único indicador disponible para realizar la comparación, además de que, en todo caso, su utilización tiende a subestimar la diferencia de tamaño entre los capitales autopartistas argentinos y los estadounidenses. Por lo tanto, cabe concluir que los capitales autopartistas que operaban en Argentina eran considerablemente más chicos que los de EUA.
Tercero, la tasa de interés real negativa, además de expandir cuantitativamente la cantidad de pequeños capitales, tiene el efecto de reducir la tasa de ganancia de cada uno de ellos, de modo que el precio comercial al que venden los pequeños capitales encierra, en principio, una mayor proporción de apropiación de plusvalor por parte de las terminales que la existente en el caso de los países clásicos de la acumulación de capital. En síntesis, el capital de la industria autopartista local era más chico, se encontraba particularmente extendido en relación al tamaño del mercado y operaba con una tasa de ganancia menor, en todos los casos en relación a las empresas autopartistas de EUA.
Otras formas concretas de la relación entre terminales y autopartistas en el ámbito local parecen indicar, en el mismo sentido que nuestras afirmaciones anteriores, que la asimetría vigente en los países clásicos se reprodujo intensificada en el ámbito local. Por ejemplo, respecto a los vínculos tecnológicos, tanto Sourrouille como Jenkins coinciden en que el grado de dependencia de las autopartistas respecto de las tecnologías de las terminales era mayor[100]. Debe notarse, sin embargo, que no todos los capitales autopartistas que operaban en Argentina eran necesariamente pequeños capitales ni, tampoco, que todos ellos fueran de origen nacional; varias autopartistas europeas y estadounidenses tenían filiales que operaban con una diferencia de escala importante respecto de las empresas locales. Muy probablemente estas empresas se vinculaban con las terminales en términos más similares a los que establecían en los países clásicos[101].
Renta de la tierra
Hasta aquí, las distintas formas de valorización extraordinaria del capital automotriz localizado en Argentina fueron abordados en la literatura, aunque muchas veces desde perspectivas teóricas que los presentan con contenidos diferentes a los desarrollados aquí. En cambio, la apropiación de renta de la tierra por los capitales automotrices no ha sido sistemáticamente estudiada. Dedicaremos este apartado al estudio de las diferentes formas concretas por medio de las cuales se realizó esta apropiación.
Un aspecto usualmente señalado por las investigaciones sobre la rama es la existencia de condiciones extremadamente favorables de la demanda para el capital automotriz. En términos generales, esta situación es resultado de varias décadas de restricciones a las importaciones de diversos tipos, de modo que éstas no alcanzaban a cubrir la necesidad social solvente que, a su vez, resultaba de las condiciones de reproducción del proceso nacional de acumulación de capital. Otros aspectos que vimos en el capítulo anterior también influyen en el aumento de la necesidad social solvente, como el desarrollo de la red vial o el deterioro de otras formas de transporte alternativo como el ferroviario. Jenkins y Sourrouille, por ejemplo, tratan de captar la magnitud de la divergencia entre el parque automotor real y el necesario recurriendo a la comparación internacional de la correlación entre el ingreso per cápita y la densidad de vehículos por habitante (correlación que, en términos generales, resulta marcada). En tal comparación, Argentina resulta un caso extremo de divergencia, como resultado del aumento del ingreso per cápita combinado con el estancamiento del parque automotor medido en unidades y el marcado descenso de éste medido en términos de unidades nuevas equivalentes (es decir, incluyendo su desgaste por el uso; la antigüedad promedio se había cuadruplicado entre 1930 y 1955)[102].
La manifestación más clara de la existencia de una oferta por debajo de la necesidad social solvente son los altos precios de venta. Como señala Sourrouille, “entre 1960 y 1961 se vendieron 100 mil automóviles a un precio promedio de u$s 4850, de los que algo más de un tercio correspondía a vehículos de menos de 850 cm 3 de cilindrada, los que de ninguna manera llegaban a superar el precio de mil dólares en sus países de origen”[103]. En términos reales, los precios de los automotores tendieron a bajar a medida que avanzaba la década de 1960 (ver Gráfico 3.7). Jenkins ubica en 1962 el año en el cual se puede considerar que la mayor parte de la brecha entre la oferta y la necesidad social solvente se había eliminado[104].
Gráfico 3.7 – Precio promedio de un vehículo, en términos reales (IPC), Argentina (1960=100)
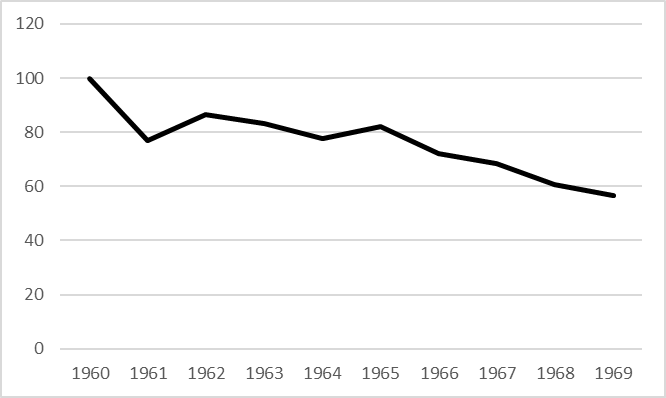
Fuente: elaboración propia en base a datos de Sourrouille, El complejo automotor.
Los altos precios en términos internacionales y, también, en relación a los precios internos de años posteriores, fueron acompañados por altos márgenes de ganancias sobre ventas (ver Gráfico 3.8). Este indicador, aunque no es apropiado para expresar la tasa de ganancia, permite formarnos una idea de cómo las empresas automotrices fueron capaces de vender, en los primeros años de su operación local, a precios que incluían proporciones elevadas de ganancias. Las utilidades sobre ventas del promedio de la industria fueron en 1960 y 1961 entre dos y tres veces mayores que las tasas posteriores a 1964[105] (véase también el Cuadro 3.11). En términos internacionales, los márgenes sobre ventas de esos dos años eran también elevados, aunque no los posteriores a la crisis de 1962-63)[106].
Gráfico 3.8 – Ganancias sobre ventas de empresas automotrices extranjeras
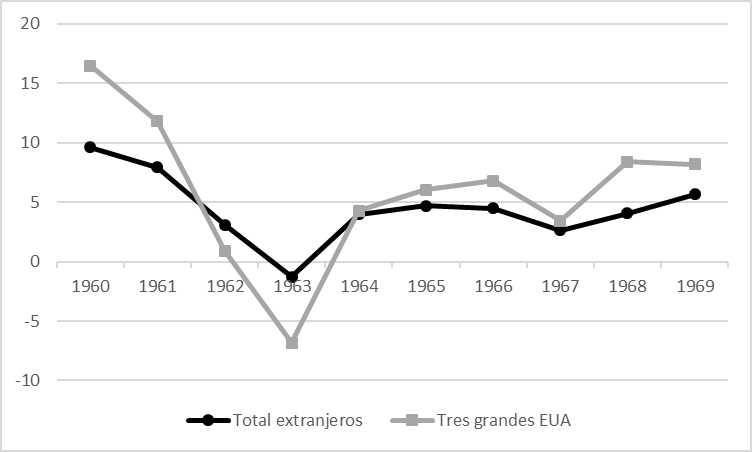
Fuente: elaboración propia con datos de Sourrouille, El complejo automotor
En definitiva, en los primeros años del desarrollo de la industria automotriz, la oferta —compuesta desde 1959 casi exclusivamente por producción local— era menor que la necesidad social solvente y, por tanto, los precios de venta tendieron a ubicarse en un nivel más alto que el correspondiente a una situación de ausencia de demanda “acumulada” de años anteriores[107]. En otras palabras, se trata de un precio que permite apropiar una ganancia extraordinaria respecto a la situación de equilibrio entre la producción local (en el contexto de ausencia de importaciones) y la necesidad social solvente por automotores. Se trata entonces de una apropiación de valor que no es generado dentro de la rama automotriz misma, de una transferencia de valor desde el conjunto de la economía local. Esta situación, aunque explicada en primera instancia por el exceso de la demanda sobre la oferta, requiere mayor análisis, porque resulta necesario explicar también la fuente de la capacidad de compra interna a precios tan elevados. Retornaremos sobre este punto poco más adelante.
Una segunda forma importante de apropiación de riqueza social a la que accedieron los capitales automotrices durante sus primeros años de operación local —y que tampoco era generada dentro de la propia rama— fue la posibilidad de importar partes pagando impuestos reducidos. El decreto Nº 1693 de 1959 (que es considerado el instrumento legal básico de promoción de la industria automotriz) permitía importar partes con un arancel preferencial de 40% (20% para camiones), hasta un máximo de entre 35% y 45% del valor CIF del vehículo (es decir, el precio de importación del vehículo completo, incluyendo todos los costos de transporte). Además, se permitía importar el exceso sobre estas cuotas, hasta un máximo de 60% de valor CIF, con un arancel del 200%[108] y existía por último una cuota excedentaria de 10% sobre el total de lo importado para cubrir el reemplazo de piezas. Como calcula Jenkins, en un hipotético caso de utilización plena de las cuotas de importación, una terminal podía importar hasta el 66% del valor CIF del vehículo con un arancel total del 62%. En contraste, los aranceles nominales a la importación de vehículos terminados habían sido fijados entre 400 y 500% y, desde 1960, dicha importación fue directamente prohibida, resultando en precios que más que duplicaban los internacionales[109]. La combinación de aranceles preferenciales y mercados protegidos implicaba, en la parte correspondiente al componente importado, una ganancia obtenida de la diferencia de precios de compra y venta de esas partes. En otras palabras, los capitales automotrices obtenían una masa de riqueza social que ellos no producían de la diferencia entre el precio efectivo al que pagaban las partes importadas y el precio al que esas mismas partes eran vendidas en cuanto componentes del vehículo terminado.
Ciertamente, esta diferencia tiene por condición la existencia de precios elevados en el mercado interno que permitan realizarla, pero se distingue analíticamente, como fuente de ganancia extraordinaria, de la mencionada anteriormente. La primera fuente de ganancia proviene exclusivamente de la ubicación del precio comercial por encima del precio correspondiente al equilibrio entre la magnitud de la producción local y la necesidad social solvente. La segunda fuente proviene de la posibilidad de importar partes con aranceles reducidos para venderlos en un mercado final con una protección sustancialmente mayor; en este sentido, esta ganancia existiría aún en el caso de que el precio comercial se ubicara en el mismo nivel que el precio de producción local. Ambas fuentes, no obstante esta distinción, son formas de apropiación de valor que no es generado dentro de la rama automotriz.
La obtención de ganancias extraordinarias gracias a los aranceles preferenciales de importación es una modalidad limitada a los primeros años de operación del régimen de promoción, puesto que éste preveía la reducción sucesiva de cuotas de importación hasta alcanzar para 1964 un máximo de 10% de contenido importado. De hecho, como hemos visto, un buen número de capitales radicados en 1959/60 parecen haberse interesado únicamente en aprovechar este beneficio, abandonado sus operaciones entre 1961 y 62, cuando se comenzó a exigir mayor cumplimiento de las cuotas de importación[110]. Pero también los capitales más grandes, claramente interesados en desarrollar la producción local a mediano plazo y largo plazo, aumentaron su porcentaje de integración local sólo paulatinamente. Ciertamente esto estuvo determinado en parte por motivos técnicos ligados a la construcción de las plantas, pero también permitió a las empresas aprovechar las ventajas arancelarias de los primeros años. Como hemos visto, en este sentido, los capitales comenzaron con actividades de ensamblado en 1960 y fueron inaugurando las plantas de motores y estampado a partir de 1962. Con el ensamblado local y la compra interna de partes como baterías, yantas, neumáticos, etc., se podía alcanzar fácilmente un 35% de producción local mientras que el maquinado de motores y transmisiones permitía acercarse al 60%; para alcanzar los niveles previstos para 1964 (90%) era necesario integrar también el estampado[111].
Ahora bien, si como venimos señalando los dos mecanismos de apropiación de riqueza social generada afuera de la rama automotriz dependen de un poder de compra capaz de pagar los productos de los capitales automotrices a precios muy superiores a los vigentes en el mercado mundial, resulta imprescindible contestarse por su fuente: ¿de dónde sale la riqueza social que apropian los capitales automotrices mediante la venta a precios sustancialmente superiores a los internacionales? La respuesta a esta pregunta excede el alcance de un estudio sectorial como el que estamos desarrollando aquí en tanto que, precisamente, se trata de una porción de riqueza social que proviene del movimiento general de la acumulación de capital en el espacio nacional. Debemos limitarnos a señalar que, según el punto de vista general que constituye el punto de partida de nuestro estudio[112], la fuente del plusvalor apropiado por estos mecanismos es, fundamentalmente, la renta de la tierra agraria[113].
A lo largo del desarrollo de la acumulación de capital en la Argentina, el flujo de esta masa de plusvalor que, de acuerdo a sus determinaciones generales, tiene como apropiadores “naturales” a los terratenientes, ha sido interrumpido —en proporciones variables a lo largo del tiempo— por mediación de las políticas estatales generales, entre ellas, la estatización del comercio de mercancías agrarias y otras formas de fijación de precios internos, la sobrevaluación de la moneda y los impuestos al comercio exterior[114]. Luego, el Estado nacional ha convertido esta porción de riqueza social, en la parte correspondiente, en gasto público que ha contribuido a la expansión del proceso de acumulación de capital nacional, con particular intensidad desde 1946 en adelante. En consecuencia, parte de la demanda que permite al capital automotriz acumularse aceleradamente en sus primeros años de operación en Argentina es renta de la tierra agraria. Por supuesto, no lo es simplemente en tanto que la “transferencia” de renta agraria al capital industrial ha impulsado el desarrollo económico previo a 1958 sino que dicho flujo de riqueza social continúa siendo una base para la acumulación durante nuestro período de estudio. Nuestro propósito en esta parte de nuestra investigación es identificar de qué modos los capitales industriales automotrices apropian este flujo de renta de la tierra, cuyo rol en el espacio argentino de acumulación tomamos como un presupuesto, propio del enfoque general de nuestra tesis.
Los dos mecanismos de apropiación de renta vistos hasta el momento —la que proviene de la diferencia entre los aranceles a la importación de partes y la protección efectiva sobre el vehículo completo; y la venta a precios comerciales por encima del precio de “equilibrio”— parecen ser muy importantes en el proceso de acumulación acelerada de los capitales automotrices extranjeros en los primeros años. Respecto a la importación con aranceles preferenciales, las importaciones bajo este régimen totalizaron 436 millones de dólares entre 1959 y 1964, número cuya magnitud puede apreciarse si se lo compara con los 106 millones de dólares de inversiones extranjeras totales en la rama (incluyendo las radicaciones de maquinaria) o los 113 millones de ganancias totales en dicho período. El efecto derivado de la situación de “exceso de demanda” es más difícil de apreciar, pero la coincidencia de la caída de los precios internos de los vehículos con la de los márgenes sobre ventas a lo largo de la década de 1960 parece indicar que al menos una proporción del dicho descenso del precio se deriva de la reducción de la brecha de demanda. Más aún si se considera que, durante toda la década, la productividad del trabajo empleado por las terminales se mantuvo prácticamente inalterada[115].
Cabe resaltar, sin embargo, que las ganancias obtenidas de estos modos no necesariamente se expresan en ganancias concretas para las empresas sino que, al actuar como fuentes de compensación de la menor productividad, una parte de ellas son absorbidas por los mayores costos de la producción interna. Lo mismo puede decirse de la producción extraordinaria de plusvalía por medio de la apropiación de una parte del valor de la fuerza de trabajo que vimos anteriormente y de la vinculación con el pequeño capital.
Quedan por considerar, además, otras dos formas de apropiación de plusvalor que no es generado dentro del ciclo de los capitales automotrices pero que, sin embargo, es apropiado por ellos. La primera de estas formas es el abaratamiento de la fuerza de trabajo derivado de la circulación interna de las mercancías agrarias que consumen los obreros a precios que se ubican por debajo de su precio de producción, como resultado de la regulación estatal de los precios internos, o por efecto de los impuestos a la exportación[116]. Esta forma de apropiación afecta exactamente de igual modo a todos los capitales que operan en el país, por lo que nos limitamos aquí a sintetizar brevemente su papel en la valorización de dichos capitales. Como señala Iñigo Carrera, “la fuente de riqueza social apropiada de estos modos no es sino la porción de la renta de la tierra que aparecía descontada de los precios internos de las mercancías agrarias”[117]. Esta forma de apropiación se manifiesta formalmente como un salario más bajo que el que correspondería a la venta interna de las mercancías agrarias al precio de producción íntegro y, por tanto, como una mayor tasa de plusvalor para los capitales que compran localmente fuerza de trabajo; en este sentido, aparece del mismo modo que la venta de la fuerza de trabajo por debajo del valor que hemos visto en el punto 3.b, esto es, como una reducción del costo laboral de los capitales industriales. Sin embargo, entre ambas formas de reducción del costo laboral existe una crucial diferencia: en el abaratamiento de la fuerza de trabajo por el precio interno reducido de las mercancías agrarias el obrero no ve afectado su consumo de dichas mercancías y, por tanto, tampoco se ven deterioradas las condiciones de su reproducción y sus atributos productivos (como sí sucede en el caso de la venta de la fuerza de trabajo por debajo de su valor). De esta forma, el beneficio para el capital industrial de la forma de reducción del salario que estamos considerando aquí es liberarse parcialmente de la necesidad de pagar el consumo que la fuerza de trabajo que emplea requiere para realizar su trabajo. En el caso de la industria automotriz, ésta parece ser la razón que explica, al menos en parte, la existencia en Argentina de fuerza de trabajo calificada, con atributos similares a la norteamericana pero con un costo marcadamente menor, situación frecuentemente resaltada en los estudios sobre la rama. Las formas de apropiación de renta ligadas al consumo interno de mercancías agrarias fueron importantes en este período, representando el 62% del total de renta apropiada por sujetos distintos a los terratenientes[118] (ver más adelante, en el Gráfico 3.9 de la p. 130, el peso de las formas de apropiación indicadas con los números 3 y 4).
Una última forma de apropiación de riqueza social externa a la rama está ligada al endeudamiento interno de los capitales automotrices realizado a tasas de interés reales negativas que reducen progresivamente el monto adeudado en términos reales. El nivel de endeudamiento de las empresas automotrices es un aspecto de difícil estudio por la poca y fragmentaria información disponible. Sourrouille presenta una estimación cuantitativa del grado de endeudamiento de las terminales automotrices a partir de la diferencia entre las inversiones netas y las utilidades totales; entre 1959 y 1964 las primeras superan a las segundas en 131 millones de dólares[119]. Como concluye el mismo Sourrouille, esto indica un alto nivel de endeudamiento. Esto significa que los capitales automotrices estaban incrementando aceleradamente su capital propio con el aumento de las utilidades pero, a la vez, aumentaban aún más el capital que controlaban por medio del recurso de endeudarse.
No es posible determinar, con los datos disponibles, qué parte de este endeudamiento es interno y qué parte es externo, aunque todo indica que hubo de los dos tipos. En cuanto al componente interno del endeudamiento, resulta muy probable que una buena parte del crédito bancario total al sector de “maquinarias y vehículos”, que ascendió a 169 millones de dólares en 1960 y 1961, haya sido destinado a los capitales automotrices, puesto que el valor del producto de éstas es un 73% del producto total del sector (también en 1960-61)[120]. Adicionalmente, la tendencia al endeudamiento interno de las terminales automotrices se confirma con los datos publicados por el Banco Central desde 1968, que muestran que estas empresas participan del crédito industrial local en proporción persistentemente mayor a su peso en términos de producto[121].
En cuanto al endeudamiento privado externo de los capitales automotrices, no ha sido posible evaluarlo respecto al período previo a 1963; los primeros datos completos sobre el sector en particular, presentados por Sourrouille, datan recién de 1973. Para entonces, este tipo de deuda alcanzaba niveles muy significativos (290 millones de dólares, un 50% más que el total del capital radicado hasta entonces y alrededor de 10% de la deuda externa privada total) pero resulta muy difícil determinar con precisión qué parte de dicha deuda fue generada antes de 1963. Pero, teniendo en cuenta que hacia 1963 el endeudamiento privado externo en general era ya significativo (de hecho, más que en 1973, en relación al endeudamiento total[122]), cabe suponer que al menos una parte de la deuda privada de las automotrices se haya generado antes de 1963. Sin embargo, a diferencia de la deuda interna, la externa no presenta tasas negativas, de modo que su impacto en la valorización de los capitales automotrices resulta diferente. Volveremos sobre este punto, ligado también a la deuda pública externa, en el próximo apartado.
En síntesis, hemos visto que el aprovechamiento de las condiciones de “demanda acumulada”, la importación con aranceles promocionales, el abaratamiento de la fuerza de trabajo y el endeudamiento interno a tasas reales negativas, ha permitido a los capitales automotrices apropiarse de una masa de riqueza social (adicional a la producida por la fuerza de trabajo que ellos mismos explotan) cuya fuente, de acuerdo al enfoque general en que se basa la investigación, es en esencia la renta de la tierra agraria. Esta masa de valor les permite compensar, junto a la explotación extraordinaria de la fuerza de trabajo y su relación con el pequeño capital vistas anteriormente (puntos 3.b y 3.d), su baja productividad y altos costos en términos globales y, de esta forma, obtener altas tasas de ganancia en sus primeros años de operación en el país. Si a ello sumamos que, como vimos en el punto 3.c, su capital original invertido desde el exterior resulta en buena medida formado por medios de producción carentes de la capacidad de valorizarse normalmente y por tanto, esencialmente carentes de valor, resulta claro que estamos ante un proceso de formación de capital, por parte de las empresas extranjeras, basado en la apropiación sin pago de equivalente de una parte del plusvalor que circula dentro del ámbito argentino de acumulación de capital. Estamos entonces ante un proceso de acumulación acelerada de renta de la tierra y parte del valor de la fuerza de trabajo local, además de por supuesto plusvalía normal extraída a los obreros que explotan, que da a sus apropiadores el derecho a seguir apropiando, en lo sucesivo, más renta de la tierra, más valor de la fuerza de trabajo y más plusvalor.
Las políticas estatales como forma concreta de la valorización específica del capital automotriz extranjero.
En los apartados anteriores hemos desarrollado las formas concretas de valorización del capital extranjero en la rama automotriz. Nuestras conclusiones principales fueron que, en su carácter de capital medio fragmentado, su valorización concreta no se realizaba simplemente por la explotación normal de la fuerza de trabajo, sino también recurriendo a otras fuentes como la explotación extraordinaria de fuerza de trabajo, la apropiación de la ganancia liberada por el pequeño capital y la apropiación de renta de la tierra por diversos mecanismos. Como resulta evidente a partir de nuestra consideración de estas formas, el desarrollo de esta forma de valorización particular requiere de la mediación de diversas políticas estatales, cuestión a la que dedicaremos este apartado. No obstante, las políticas estatales son expresión de la determinación del Estado como representante político del conjunto del capital —o capital social total— que se acumula en un determinado ámbito de acumulación y, por consiguiente, un estudio limitado a una rama no puede aspirar a explicar la política estatal general del período (esto es, el llamado desarrollismo), sino únicamente identificar qué aspectos de la acción estatal (la sectorial y la general) resultan, precisamente, mediaciones en la realización de la valorización del capital extranjero en el sector automotriz. En otras palabras, no es objetivo de este apartado explicar las políticas estatales del período, sino simplemente explicitar la conexión entre ellas y las formas de acumulación del capital extranjero en la rama. Ordenaremos nuestra exposición, en consecuencia, en torno a las formas de valorización ya estudiadas, identificando las políticas estatales que median en su desarrollo.
Venta de la fuerza de trabajo por debajo de su valor
Como hemos visto, la venta de la fuerza de trabajo por debajo de su valor en el período 1959-63 tiene una expresión particularmente clara en el bajo nivel del salario real en términos relativos a su nivel anterior y, en menor medida, también respecto al posterior (véase el Gráfico 3.4). Hemos resaltado además que la comparación directa —en el mismo período— entre el poder de compra del salario argentino respecto del norteamericano y, por tanto, de las condiciones de reproducción de la fuerza de trabajo de ambos países, arroja un resultado particularmente desfavorable para la clase obrera argentina (Gráfico 3.5). El análisis del sector automotriz local nos permitió concluir, por último, que si bien la situación relativa en términos internacionales era mejor en la rama que en el promedio de la industria, la porción de la clase obrera empleada en el sector no escapó a la tendencia general (Gráfico 3.6). Veremos en este apartado que la forma política de la caída del salario real, y por tanto, de la venta de la fuerza de trabajo por debajo del valor durante este período fue el llamado “plan de estabilización”, anunciado el 28 de diciembre de 1958 y cuyas políticas generales se prolongaron hasta 1963.
El año 1958 fue un año de expansión de la acumulación de capital en la Argentina, en buena medida debido al nivel relativamente alto de renta de la tierra y, sobre todo, de la magnitud de ella apropiada por sujetos sociales distintos a los terratenientes[123]. Se desarrollan abiertamente, por tanto, las formas típicas de apropiación de la renta por el capital industrial, en particular en este año, sobrevaluación de la moneda, aumento de los salarios reales, aumento del gasto público combinado con expansión monetaria y crediticia (provocando una tasa de interés real marcadamente negativa) y controles de precios internos. Como ha sido muy discutido en le historiografía económica, estas fases de expansión encierran una limitación que se manifiesta abiertamente en la balanza comercial[124], dado que la expansión industrial y la misma sobrevaluación tienden a expandir la salida de divisas y a contraer su ingreso. Así como el ascenso de la renta en 1957 y 1958 había dado lugar a una fase de auge de la acumulación de capital, su reducción en 1959 determina el desarrollo de la fase contractiva.
Precisamente, durante los últimos meses de 1958 se desarrollan las negociaciones con el Fondo Monetario Internacional para el desarrollo del plan de estabilización, que incluía liberación y unificación cambiaria (con la consecuente devaluación de la moneda), reducción del gasto público, contracción monetaria y crediticia y la contención de los aumentos nominales de los salarios públicos, contribuyendo de este modo a que la devaluación provoque una caída del salario real en el conjunto de la economía. En síntesis, los compromisos de política económica involucraban, en esencia, el desmantelamiento de algunos de los mecanismos de apropiación de renta por el capital industrial en general que se habían expandido anteriormente. No obstante, otros se mantuvieron, como el control de precios interno de la carne o la tasa de interés real negativa (aspecto, este último, que revela el mucho menor éxito del plan en lograr la reducción del déficit fiscal que en bajar los salarios reales) e incluso se agregó como forma de apropiación de renta las retenciones a las exportaciones, aunque su nivel fue menor a la devaluación, sin alcanzar por tanto a contrarrestarla. El acuerdo incluía, además, el otorgamiento de créditos externos por 329 millones de dólares, monto equivalente al triple de las reservas del Banco Central en ese momento y a un cuarto de las importaciones de 1958.
Posteriormente, la política económica fue supervisada por misiones anuales del FMI hasta 1963, de las cuales una sola (en 1962) consideró que el gobierno había incumplido sus compromisos[125]. Estas misiones culminaron en nuevos préstamos de 100 millones de dólares anuales para ser utilizados en 1960 y 1961. Esto implicó que la política económica siguió siendo supervisada por el FMI, y continuó concentrándose en el sostenimiento de la caída del salario real por debajo de los niveles de 1958, mediante la contención del empleo y los salarios estatales y la negación de créditos para financiar aumentos salariales en el sector privado (mecanismo que había sido utilizado anteriormente[126]) y en la contención del déficit fiscal. No obstante, en ambos aspectos, las políticas fueron relajadas hacia 1961, siguiendo la recuperación económica alimentada por el aumento moderado de la renta agraria en 1960 (en 1961, la renta cae nuevamente a los niveles de 1959 por una mala cosecha, aunque la porción apropiada por sujetos distintos a los terratenientes se mantiene en los niveles absolutos de 1960) y por el flujo de capitales externos bajo la forma de créditos e inversiones[127].
Importaciones y endeudamiento externo
Otra de las principales formas de valorización del capital automotriz que hemos analizado anteriormente fue la posibilidad de importar con aranceles promocionales, establecido por el decreto sobre el régimen de promoción de la rama (Nº 3693/59). Esta norma permitía la importación de maquinaria y equipos sin aranceles y la importación de partes con aranceles reducidos, en torno al 40%, con un cupo máximo por vehículo. La importación de maquinaria fue realizada mayormente bajo la forma de radicación de capital, razón por la cual no fueron utilizadas divisas para pagarlas. Pero, como también hemos mencionado, la importación de partes requirió de 440 millones de dólares entre 1959 y 1964. Especialmente en 1960 y 61, años de expansión de la industria y en menor medida en 1962, las importaciones totales de la economía superaron ampliamente a las exportaciones. Este déficit, que alcanzó los U$S 790 millones en 1960-61, fue compensado por el ingreso de capital en inversión directa y endeudamiento, que totalizaron U$S 910 millones. Mirando la cuestión desde un punto de vista más general —es decir, trascendiendo el análisis del balance de las cuentas externas— esto indica que la valorización del capital industrial en general se alimentó del ingreso de capital desde el exterior.
En el caso de la industria automotriz, las importaciones de partes requerían divisas a las que los capitales pudieron acceder gracias al endeudamiento público externo relacionado con el plan de estabilización implementado bajo supervisión del FMI, por un monto de al menos 529 millones de dólares entre 1959 y 1961[128]. Esta cifra es sustancialmente mayor al pago de intereses por deuda externa pública en el período 1959-63[129], de tal modo que el resultado de los flujos de endeudamiento y pago de intereses en el período es una afluencia neta de capital a la Argentina . Adicionalmente, las empresas privadas parecen haber recurrido al endeudamiento privado externo (ver punto 3.e), al menos bajo la forma de créditos comerciales[130]. Esto nos permite concluir que el endeudamiento externo actuó como una fuente adicional de potenciación de la valorización del capital extranjero en la rama automotriz, al permitir la importación masiva de partes bajo el régimen de aranceles promocionales, que permitía a su vez obtener ganancias extraordinarias dados los precios internos elevados. Por otra parte, la deuda externa también alimenta la acumulación del capital industrial mediante su conversión en gasto público[131], expandiendo la demanda en general y, con ello, la de automóviles y camiones.
Las normas legales específicas que regulaban el régimen de aranceles promocionales fueron los decretos 3639/59 y 6567/61, cuyas disposiciones al respecto vimos anteriormente en el punto 3.e.
Utilización de maquinaria usada
La importación de maquinaria estaba regulada por la Ley de Inversiones Extranjeras 14.780 de 1959 y por una serie de decretos. La ley tenía como principales puntos los siguientes: a) la igualdad jurídica con los capitales nacionales; b) se permitía la inversión bajo la forma de equipos, además de en efectivo y “otras formas de aportes”; c) se permitía la remisión de utilidades a través del mercado libre de cambios y la remisión del capital sólo quedaba sujeta a las limitaciones fijadas al momento de la aprobación de la inversión; d) se faculta al Poder Ejecutivo a reducir o eximir de aranceles aduaneros o cambiarios, a reducir impuestos, a otorgar créditos preferenciales y a incluir al capital extranjero en regímenes de promoción a empresas nacionales, e) se establecía la necesidad de obtener autorización por parte del Poder Ejecutivo para los proyectos de inversión[132]. Los decretos 11.917/58 y 11.919/58 eximían el pago de aranceles a la importación de maquinaria en el marco de la radicación de capital extranjero[133] y, más en general, el decreto 13277/59 amplía esta exención a la importación de maquinarias (en cualquier contexto) cuando éstas compongan una línea completa de producción[134]. El decreto 8626/60 autorizaba explícitamente la importación de maquinaria usada[135].
En síntesis, en la regulación general de la radicación de capitales extranjeros se permitía la inversión bajo la forma de maquinarias, que podían ser usadas y que se importaban sin pago de aranceles. Adicionalmente, en el régimen particular de promoción automotriz (decreto 3639/59) se contemplaba también la importación de maquinaria usada[136].
Las políticas estatales y la apropiación de la renta de la tierra
En nuestro análisis anterior sobre la apropiación de la renta de la tierra por el capital automotriz (apartado 3.e) hemos ya abordado aspectos relacionados con el papel del Estado en dicho proceso. El primer aspecto de esta política fue el régimen especial de promoción del sector automotriz, que consistió, esencialmente, en la protección arancelaria de los capitales (extranjeros en su mayoría) que operan internamente frente a la importación de vehículos terminados, combinado con aranceles promocionales, otorgados a estos mismos capitales, para la importación de partes, insumos y exención de aranceles para la importación de maquinaria y equipos (decretos 3639/59 y 6567/61).
El Estado contribuyó por otro lado a la ampliación de la demanda de la industria mediando en la apropiación de la renta de la tierra por sujetos sociales distintos a los terratenientes. Durante el período 1959-1963 esto fue realizado principalmente mediante las retenciones a la exportación (fijadas como compensación de la liberación cambiaria y la consiguiente devaluación[137]), convertidas luego en gasto público (en el Gráfico 3.9, la renta apropiada por el Estado por retenciones aparece representada por la barra “1”). Sin embargo, como hemos visto, una parte del elevado nivel interno de precios se explica por la situación excepcional de demanda “atrasada” de años anteriores, que determinó la existencia de una diferencia importante entre la producción local y la necesidad social solvente. En este sentido, las políticas estatales que vehiculizaron la expansión del capital industrial mediante la apropiación de renta de la tierra desde el fin de la segunda guerra mundial, con la expansión de la fuerza de trabajo y de los salarios reales correspondiente, fueron mediadoras, a su vez, de la generación de la demanda que posibilitó la realización de los precios internos de la industria automotriz. Es decir que el nivel de la demanda interna de automóviles y camiones no se explica solamente por la expansión del consumo debido a la transferencia de renta agraria contemporánea al período de instalación, sino también por las transferencias previas que posibilitaron la expansión de la acumulación de capital en general. En este sentido, las empresas automotrices se valorizan a expensas de la capacidad de valorización de otros sujetos sociales que se habían beneficiado, previamente, de la apropiación de renta agraria. En síntesis, los precios a los que venden los capitales automotrices no podrían haberse ubicado en un nivel tan elevado si no si no hubiera existido un flujo de riqueza social anterior que les diera sustancia[138] o, dicho de otro modo, si no fueran una forma de apropiación de dicho flujo de riqueza por parte de los capitales automotrices.
Gráfico 3.9 – Formas de apropiación primaria de renta de la tierra (columnas, eje izquierdo) y renta de la tierra total y apropiada por no-terratenientes (líneas, eje derecho)
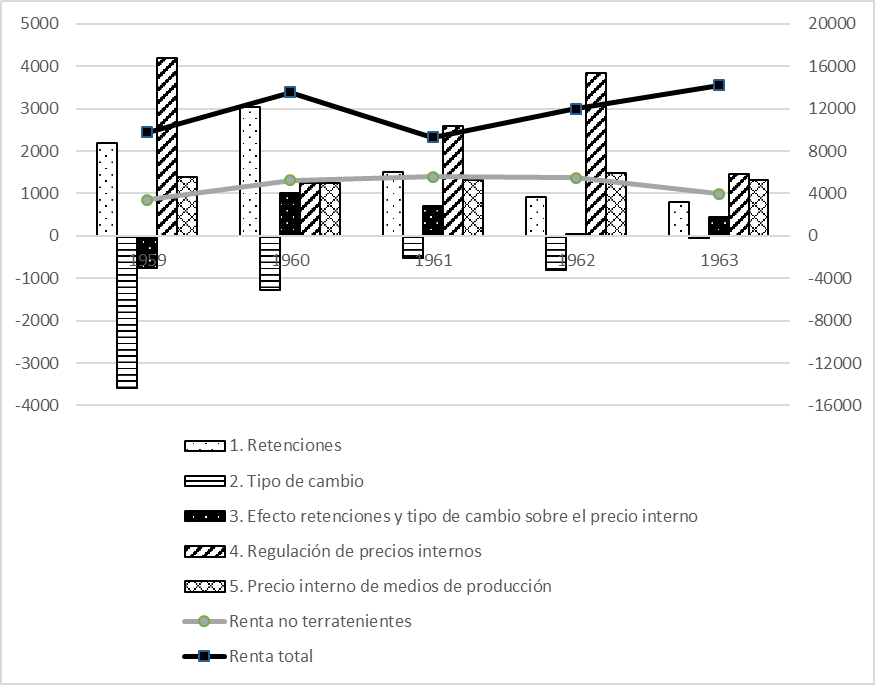
Fuente: elaboración propia en base a datos de Iñigo Carrera, La formación económica.
Otra forma de acción estatal que actúa en apropiación de la renta agraria por el capital industrial fue la circulación interna de medios de vida por debajo del precio de producción, que a su vez abarata la fuerza de trabajo (abaratamiento que se suma a su venta por debajo del valor, como se refirió anteriormente). El abaratamiento interno de los medios de vida se realizó mediante las ya mencionadas retenciones a la exportación y mediante la fijación directa de precios internos de los granos y la carne, que fue mantenida pese a la insistencia del FMI en la desregulación de precios[139] (Gráfico 3.9, formas 3 y 4).
Por otro lado, la licuación de las deudas internas de los capitales automotrices también requirió la acción específica del Estado en la generación de la tasa de interés real negativa. Y, para que exista esta negatividad de la tasa de interés, hacen falta elevados niveles de inflación y tasas nominales de interés relativamente bajas. En este sentido, y aunque la reducción del gasto público fue uno de los objetivos declarados del acuerdo con el FMI de 1959 y años subsiguientes, el déficit fiscal nunca fue eliminado, aunque se logró reducirlo en 1960 y, sobre todo, en 1961, año pico de la breve expansión económica. Este último año fue, entonces, el de menor inflación del período pero, aun así, la tasa de interés activa fue apenas positiva en términos reales (0,97%)[140]. Sin embargo, la expansión de esos años no fue acompañada de un incremento de la renta agraria (de hecho, ésta se había contraído respecto de 1960) ni de las otras fuentes que habían impulsado la acumulación, pues el salario real había aumentado respecto del piso de 1959 (reduciendo por tanto el grado de explotación de la fuerza de trabajo) y el aumento de endeudamiento externo no alcanzó a compensar la caída de la inversión extranjera[141]. El mismo límite a la acumulación de capital que se había manifestado en la crisis de divisas de 1958 volvió a la superficie a principios de 1962, y con una nueva devaluación los salarios reales volvieron a caer a los niveles de 1960 por dos años más. Asimismo, la inflación resultante de la devaluación volvió a ubicar la tasa de interés real en niveles marcadamente negativos. En definitiva, la tasa de interés real, resultado de las políticas cambiarias, fiscales y monetarias del Estado nacional, promedió -14,6% anual en 1959-63[142]. Dada la tasa de interés real negativa, entonces, durante este período el endeudamiento interno fue una forma de apropiación de riqueza social por parte del capital automotriz (que, como vimos, fue un fuerte tomador de crédito) a expensas de los depositantes netos en el sistema financiero, esencialmente terratenientes y obreros, estos últimos mediante los fondos jubilatorios[143]. Cabe aclarar que, en la parte correspondiente a la renta de la tierra, la porción transferida por medio de la tasa de interés real negativa no aparece registrada en el Gráfico 3.9 dentro de la renta que escapa a los terratenientes porque, a diferencia de las anteriores formas de apropiación, se trata de una redistribución de riqueza apropiada en primer lugar por los terratenientes (queda registrada, por tanto, dentro de la renta total).
La vinculación con el pequeño capital
La vinculación de las empresas terminales con el pequeño capital, en particular con el de la rama autopartista, consiste, como hemos visto, en una relación comercial en la cual el primer tipo de empresas, en su condición de capital medio fragmentado, relativamente concentrado dentro del ámbito nacional, se valoriza a expensas de la apropiación de plusvalía extraída a sus obreros por las del segundo tipo. Dado que esta relación se establece directamente en el mercado, en nuestro caso específico mediante la compra por parte de las terminales del producto de las autopartistas, en primera instancia parece que las políticas estatales no juegan mayor papel en tal relación. Sin embargo, aunque es cierto que la determinación de la relación de valorización diferenciada reside estrictamente en las relaciones económicas entre los capitales en cuestión, al menos dos aspectos de las políticas estatales ya vistas contribuyen a la conformación de la relación particularmente provechosa del capital medio fragmentado con el pequeño capital que caracteriza a la valorización del capital extranjero en Argentina. La primera de estas políticas es la conversión de la renta apropiada por el Estado nacional en gasto público, por medio del cual se expande la demanda del pequeño capital, con particular fuerza desde la posguerra. La segunda es el sostenimiento de la tasa de interés real negativa, que determina que la proporción de plusvalor que el capital medio fragmentado logra apropiarse a expensas de la valorización de los capitales menos concentrados sea mayor a la que ese capital medio obtiene de la misma relación en los países clásicos.
Además de estas determinaciones que afectan a todas las ramas en las que opera el pequeño capital, el régimen de promoción automotriz es, él mismo, forma concreta del establecimiento de esta relación entre los pequeños capitales y los capitales medios fragmentados. Lo es porque la exigencia de los altos porcentajes de producción local (90% para autos y 80% para camiones) estimula particularmente a la industria autopartista aunque, cabe resaltar, dichos porcentajes debían ser alcanzados completamente recién en 1964. Con todo, el decreto 6567 de 1961 que complementa el régimen de promoción establecido en 1959, procura forzar el cumplimiento de las cuotas mediante la mayor precisión en el modo de cálculo del contenido local e importado. Además, introduce beneficios especiales a quienes superen el 75% de contenido nacional, excluye explícitamente la maniobra de comprar internamente partes importadas por terceros y restringe la importación de repuestos. Todas estas medidas pueden ser vistas como una forma de limitar la tendencia de las terminales a importar muchos insumos y partes para aprovechar la transferencia implícita en el arancel promocional y, por lo mismo, poder contener las importaciones en general. En este sentido, parecen ser políticas que van en contra de los intereses de los capitales del sector terminal. Sin embargo, estas políticas tienen, además, el efecto de desarrollar la industria autopartista local, de cuya existencia son beneficiarios los capitales medios fragmentados extranjeros del sector terminal. La exigencia de contenido local, frecuentemente presentada como simple forma de fomento del capital nacional y del ahorro de divisas es, entonces, también y principalmente, una forma política de la valorización del capital automotriz extranjero.
Síntesis
En este capítulo hemos abordado la problemática central de nuestra investigación en el caso de la rama automotriz. Presentaremos ahora una síntesis de los puntos centrales del desarrollo anterior, es decir, los que resultan más importantes —en nuestra consideración— en relación a los objetivos planteados en la introducción de la tesis.
Luego de un primer apartado fundamentalmente introductorio sobre las empresas automotrices extranjeras, el capítulo avanzó en la investigación de las condiciones materiales de producción de dichos capitales. Se señaló entonces —en concordancia con los estudios más importantes sobre el tema—que la escala pequeña y la tecnología anticuada determinaban una baja productividad del trabajo y, por consiguiente, costos de producción elevados a nivel mundial; y se aportó evidencia para sostener cada uno de dichos puntos. Sin embargo nuestro análisis se concentró en mucha mayor medida que la literatura existente en identificar las conexiones entre el proceso de producción local de las subsidiarias de los capitales extranjeros y su proceso de producción global. En este sentido, el capítulo presentó en detalle el funcionamiento de lo que anteriormente habíamos identificado como un determinante central del proceso de internacionalización de los capitales automotrices globales hacia América Latina, a saber, la relocalización del capital fijo en vías de convertirse en obsoleto en sus países de origen. A ello hemos agregado el análisis del papel del desarrollo de modelos a nivel mundial. Hemos sugerido al respecto que este último punto parece explicar algunas de las diferencias entre la forma de presentarse del capital norteamericano (por medio de subsidiarias) respecto del europeo (en muchos casos por medio de asociaciones de licencia y proyectos de propiedad mixta). Los primeros, con una escala en sus países de origen aún muy superior a la de sus contrapartes europeas, tenían su principal interés en el traslado de matrices a Argentina a medida que renovaban los modelos. En cambio, los segundos buscaban principalmente ampliar la escala de producción de sus modelos de modo de distribuir el elevado costo de desarrollo y diseño. Este aspecto de nuestro análisis (es decir, el que presenta el desarrollo local de la rama con un aspecto del desarrollo global) constituye, desde nuestro punto de vista, un aporte a los estudios existentes, mucho más concentrados en el estudio de las deficiencias de la industria automotriz local en comparación con otros procesos de industrialización.
El tercer apartado del capítulo estudia el ciclo de valorización local del capital automotriz en su unidad con su ciclo global. Se resalta aquí nuevamente la cuestión de la relocalización de la maquinaria, ahora con eje en el modo en que ella aporta a la valorización del capital. Este aspecto de la valorización del capital automotriz sólo es accesible, lógicamente, a los capitales extranjeros, razón que explica en buena medida la inviabilidad de los capitales locales. Pero la investigación del proceso de valorización nos permitió incorporar al análisis otras fuentes de ganancias extraordinarias que se sumaban a la anterior en la explicación del desarrollo del capital extranjero: la sobreexplotación de la fuerza de trabajo, la relación con el pequeño capital autopartista y la apropiación de la renta de la tierra. Estos aspectos fueron, en buena medida, retomados de los estudios generales de Iñigo Carrera sobre la acumulación de capital en Argentina, pero su estudio en el caso concreto de la industria automotriz dio como resultado la identificación de determinaciones de la valorización de los capitales extranjeros automotrices poco estudiados —o directamente ausentes— en otros estudios sobre la rama. Además, se señalaron dos formas concretas de apropiación de la renta de la tierra que son específicas a la industria automotriz y que, por tanto, no habían sido estudiadas en cuanto tales en otras obras. La primera de ellas era la importación de partes con aranceles preferenciales para la venta posterior de los vehículos terminados a precios determinados por una protección efectiva mucho mayor. La segunda consistía en el aprovechamiento de las condiciones de mercado derivadas de la existencia de una oferta que se ubicaba por debajo de la necesidad social solvente por vehículos automotores; situación que permitía venderlos a un precio comercial superior incluso al precio de producción local, determinado por las condiciones técnicas locales.
El último apartado aborda las políticas estatales que resultaron necesarias para el desarrollo de las formas de valorización del capital extranjero. Así, por ejemplo, se muestra cómo la sobreexplotación de la fuerza de trabajo requirió de la liberación cambiaria y la contención de los reclamos salariales por parte del Estado nacional o cómo la apropiación de la renta de la tierra supone, entre otras medidas, el sostenimiento de precios altos por medio de la protección del mercado interno. Sin embargo, desde el punto de vista de esta investigación, dichas políticas estatales no fueron las causas de la expansión del capital extranjero[144]. Más bien al contrario, uno de los principales objetivos de nuestra exposición fue mostrar las raíces de la operación de los capitales extranjeros en Argentina en el proceso mucho más amplio de desarrollo de la industria automotriz global. Esto justifica la estrategia adoptada en este capítulo de considerar las políticas estatales sólo después de haber desarrollado las formas de valorización del capital extranjero y su vinculación con su ciclo global. A la luz de esta estrategia hemos podido, por ejemplo, mostrar el contenido del régimen de promoción automotriz —en particular su estructura de aranceles diferenciales para las partes y para los autos terminados— como una forma de apropiación de renta por los capitales extranjeros radicados localmente y no simplemente como un medio para “forzar” a estos capitales a desarrollar la producción local.
Anexo
Cuadro 3.11 – Utilidades sobre ventas, empresas extranjeras (en porcentajes)
1960 |
1961 |
1962 |
1963 |
1964 |
1965 |
1966 |
1967 |
1968 |
1969 |
|
IKA-Ren. |
6,63 |
7,15 |
5,47 |
0,98 |
3,25 |
5,18 |
3,61 |
1,15 |
-4,61 |
0,50 |
Fiat |
2,59 |
3,51 |
0,97 |
4,46 |
4,79 |
3,84 |
3,31 |
3,38 |
4,38 |
6,48 |
Ford |
19,01 |
12,25 |
0,58 |
-12,07 |
6,14 |
8,41 |
9,83 |
2,95 |
10,73 |
7,50 |
GM |
14,14 |
13,24 |
-1,33 |
-10,01 |
3,97 |
6,01 |
6,51 |
4,68 |
9,03 |
9,54 |
Chrys. |
15,46 |
6,17 |
5,85 |
4,07 |
0,65 |
0,23 |
2,02 |
2,38 |
2,25 |
7,31 |
Peug. |
9,23 |
12,59 |
-2,66 |
1,89 |
1,00 |
1,58 |
2,05 |
2,89 |
||
Citr. |
2,08 |
1,65 |
-2,28 |
-2,40 |
-4,10 |
-3,73 |
0,59 |
1,56 |
2,98 |
|
M. Benz |
5,66 |
3,82 |
-2,58 |
-6,57 |
3,60 |
-2,92 |
0,95 |
-0,58 |
1,21 |
2,23 |
Total extr. |
9,62 |
7,94 |
3,08 |
-1,28 |
3,98 |
4,71 |
4,47 |
2,63 |
4,05 |
5,67 |
Tres grandes EUA |
16,47 |
11,83 |
0,90 |
-6,83 |
4,29 |
6,03 |
6,81 |
3,44 |
8,42 |
8,19 |
Fuente: Sourrouille, El complejo automotor. | ||||||||||
Cuadro 3.12 Tasa de ganancia de la industria automotriz de EUA
Ganancias netas sobre capital adelantado |
Ganancias netas sobre Patrimonio neto (dato original de White) |
|||
Total industria |
Total sin GM |
Total industria |
Total sin GM |
|
1960 |
17,8 |
15,0 |
15,1 |
13,0 |
1961 |
15,1 |
12,0 |
13,1 |
10,7 |
1962 |
22,3 |
14,7 |
18,2 |
12,8 |
1963 |
22,3 |
14,0 |
18,2 |
12,3 |
1964 |
23,5 |
16,0 |
19,1 |
13,8 |
1965 |
26,6 |
17,5 |
21,0 |
14,9 |
1966 |
20,1 |
13,4 |
16,7 |
11,8 |
1967 |
13,1 |
3,3 |
11,6 |
3,2 |
Nota: “capital adelantado” = Patrimonio neto menos resultado del ejercicio (ganancias o pérdidas). Fuente: White, The automobile industry. | ||||
Cuadro 3.13 – Salarios automotrices en Argentina y en EUA
Salario anual por empleado, Arg., m$n corrientes (miles) |
Tipo de cambio |
Salario anual por empleado, EUA (USD) |
Relación salario |
|||||
Oficial |
PPPR |
PPPA |
t. c. oficial |
t. c. PPPR |
t. c. PPPA |
|||
1960 |
147,7 |
82,8 |
77 |
34,4 |
6.482 |
0,27 |
0,29 |
0,64 |
1961 |
187,0 |
82,9 |
79,8 |
38,3 |
6.560 |
0,33 |
0,35 |
0,72 |
1962 |
236,4 |
116 |
111 |
48,0 |
7.018 |
0,28 |
0,29 |
0,68 |
1963 |
286,8 |
139 |
138 |
58,9 |
7.362 |
0,26 |
0,26 |
0,60 |
1964 |
357,3 |
141 |
161 |
71,3 |
7.654 |
0,37 |
0,33 |
0,74 |
1965 |
494,5 |
168 |
195 |
91,0 |
8.040 |
0,43 |
0,37 |
0,79 |
1966 |
659,4 |
207 |
252 |
115,8 |
8.048 |
0,38 |
0,32 |
0,69 |
1967 |
948,3 |
331 |
331 |
147,8 |
7.981 |
0,36 |
0,36 |
0,81 |
Fuente: elaboración propia en base a datos de Asociación de fábricas de automotores, Anuario Estadístico; Iñigo Carrera, La formación económica; United States Census Bureau, Statistical Abstract of the United States. Nota 1: Argentina: sector terminal; EUA, “motor vehicles and equipment”. Nota 2: PPPR = paridad relativa de poder adquisitivo, utilizada en este trabajo para comparar la capacidad de las monedas de representar valor en el mercado mundial; PPPA = paridad absoluta de poder adquisitivo, utilizada para comparar la capacidad de cada moneda para representar valor hacia dentro del mercado nacional. Para la justificación completa de la metodología, ver Iñigo Carrera, La formación económica, 31-33. Con la metodología presentada allí, el tipo de cambio PPPA presentado en el cuadro se han calculado con base a datos de World Bank, Global Purchasing Power Parities. | ||||||||
- Se trata de Dinarg, Imena e Industrias Platenses Automotrices. De estas empresas no se conocen mayores detalles, al punto que Sourrouille ni siquiera las considera para su libro clásico sobre la rama, al reducir su universo de estudio a 23 firmas. Cf. Ianni, “La especificidad de la industria automotriz”, 102-103; Schvarzer, Promoción industrial en Argentina, 18; Sourrouille, El complejo automotor, 48; Remes Lenicov, Algunos resultados de la política desarrollista (1958-64), 298.↵
- Schvarzer, Promoción industrial en Argentina, 18.↵
- Citroën Argentina estaba conformada en parte con capital local e incluso cotizaba en bolsa; no obstante, el control del capital estaba en manos de la empresa francesa. ↵
- Es más conocido el caso de Siam Di Tella; véase al respecto Rougier, “Tribulaciones de una gran empresa privada en la Argentina El (o) caso de SIAM, 1965–1975”. ↵
- Harari, “Evolución y transformación”, 116.↵
- Aunque referidos a un período posterior (década de 1970), datos de un reporte de Naciones Unidas permiten formarse una idea de los costos involucrados en el desarrollo de modelos. Aún los modelos más simples de entonces (y, por tanto, más parecidos a los de principios de los sesenta) requerían de 3 a 4 años de planificación y al menos 500 millones de dólares (mientras que los más complejos, que incorporaban las innovaciones técnicas más recientes tanto en el vehículo como en la producción, requerían al menos 2500 millones de dólares en costos de desarrollo); cf. Centre on Transnational Corporations (United Nations), Transnational Corporations in the International Auto Industry, 23-24. Téngase en cuenta, en comparación, que la inversión extranjera total en la industria automotriz argentina (entre 1959 y 1963) fue valuada en 100 millones de dólares; cf. Sourrouille, El complejo automotor, 188. Por otro lado, Maxcy identifica a la falta de capacidad de desarrollo de modelos como la causa principal del fracaso de Kaiser en Argentina y Brasil; cf. Maxcy, The Multinational Motor Industry, 122.↵
- Cipolla, La epopeya de Kaiser-Renault, 1954-1975, 83-84.↵
- Jenkins, “The Rise and Fall of the Argentine Motor Vehicle Industry”, 52.↵
- Schroeder, “Radicación De Capitales Extranjeros”, 107.↵
- Sourrouille, El complejo automotor, 170-171.↵
- Al respecto, el chairman de General Motors comenta lo siguiente sobre la decisión de invertir en Argentina: “It was our expectation that investment in expanded plant facilities could be accomplished without any considerable dollar outflow from the United States, relying, in part, upon earnings generated within Argentina, and in part, upon the shipment of machinery and equipment from our United States operations in return for capital stock of the Argentine subsidiary”; Maxcy, The Multinational Motor Industry, 124.↵
- Jenkins, “The Rise and Fall of the Argentine Motor Vehicle Industry”, 51.↵
- Sourrouille, El complejo automotor, 50-53.↵
- Remes Lenicov, Algunos resultados de la política desarrollista (1958-64), 307-308.↵
- Cipolla, Ford, 108-110.↵
- Jenkins, “The Rise and Fall of the Argentine Motor Vehicle Industry”, 49.↵
- La otra empresa europea que ingresa a la rama en nuestro período es Renault, cuyo papel ya hemos reseñado en el apartado sobre IKA.↵
- En el caso de Fiat, la subsidiaria se formó desde el principio con propiedad mayoritaria de Fiat Italia, mientras que en el caso de Mercedes Benz, aunque inicialmente organizada en 1951 por un empresario local, Daimler Benz de Alemania controlaba ya en 1954 la propiedad de la filial Argentina. Cf. Sourrouille, El complejo automotor, 41-42 (para el caso de FIAT); Belini, “Negocios, poder y política industrial en los orígenes de la industria automotriz argentina, 1943-1958”, 120-122 (para el caso de Mercedes Benz).↵
- Harari, “Evolución y transformación”, 170.↵
- En el caso de Citroën, la empresa extranjera obtuvo el control del capital y de la producción en 1962, cuando inaugura una nueva planta en Barracas, quedando el capital local asociado como proveedor de algunas partes. Peugeot, como vimos, recién adquiere el control mayoritario hacia 1965, luego del cierre temporario de la empresa por problemas legales.↵
- Jenkins, “The Rise and Fall of the Argentine Motor Vehicle Industry”, 50; Nofal, Absentee Entrepreneurship, 35-36.↵
- Nofal, Absentee Entrepreneurship, 36.↵
- A su vez, la “multinacionalidad” era en sí misma una característica sólo accesible a los capitales medios de la rama a nivel mundial. ↵
- Las partes metálicas eran el 80% del peso del vehículo en los modelos de los años sesenta. Cf. White, The Automobile Industry since 1945, 20.↵
- El forjado es otro proceso complementario que involucra la alta presión sobre el metal, generalmente combinada con la aplicación de calor, para obtener piezas de alta resistencia.↵
- Otro proceso similar es el de la fabricación de ejes, pues también involucra el maquinado de piezas fundidas y el subensamblado en planta.↵
- Este proceso es el que sigue el tipo de construcción en donde la carrocería y el chasis se hacen por separado (body on frame). Durante la década de 1950 y 60 se extiende el uso del chasis unificado (uniticed body o unibody), donde el chasis y la carrocería forman un solo componente. Esto cambia detalles del proceso, pero la esencia es la misma: se procede a armar progresivamente el auto mediante el ensamblado de partes preexistentes. ↵
- Veáse el estudio clásico de White, The Automobile Industry since 1945, cap. 3; otra descripción útil puede hallarse en Jenkins, Engines of Development?, 87-93.↵
- White, The Automobile Industry since 1945, 77-87. Algunas empresas tienen también producción de materiales más básicos como acero (Ford) o vidrios (Ford y Chrysler)↵
- Ibid., 23. Estudios posteriores (a partir de los setenta), sin embargo, comienzan a estimar importantes economías de escala en la fundición y forjado; cf. Husan, “Economies of scale in the automotive industry”.↵
- White, The Automobile Industry since 1945, 22. Esta estimación se basa en que las matrices más eficientes duraban aproximadamente 400.000 estampados antes de desgastarse materialmente. Existían además matrices de “bajo volumen” que duraban 100.000 estampados a un mayor costo unitario, pero matrices de menor duración eran técnicamente inviables.↵
- Ibid., 24.↵
- Ibid., 24-29. White agrega que velocidades menores, hasta unos 35 autos por hora (116.000 anuales), parecen ser tolerables, a juzgar por el hecho de que todavía se encuentran plantas de estas velocidades en EUA, coexistiendo con las más rápidas.↵
- Por supuesto, la matricería podría usarse con una menor intensidad de modo que dure más años. Sin embargo, la empresa que hiciera esto estaría en desventaja respecto de otra que consumiera sus matrices anualmente, porque tendría una menor velocidad de rotación de su capital. (Una menor velocidad de rotación implica una menor tasa de ganancia). Además, estaría atascado con sus matrices y se encontraría imposibilitado de innovar modelos a la misma velocidad que sus competidores. Véase ibid., 39-41.↵
- Ibid., 50-51.↵
- Sourrouille, El complejo automotor, 76, cuadro 9.↵
- Ibid., 121; Nofal, Absentee Entrepreneurship, 90; Jenkins, Engines of Development?, 97-98; Baranson, La industria automotriz, 80; Bisang, Burachik, y Katz, Hacia un nuevo modelo de organización industrial, 290; Fishwick, “Beyond and beneath the Hierarchical Market Economy”, 120; Schvarzer, La reconversión de la industria automotriz Argentina, 4.↵
- La industria automotriz, 58.↵
- Nofal, Absentee Entrepreneurship, 90. La autora concluye: “although the division of labor was high, it was not pushed to the extreme of minute subdivision of work” (p. 94).↵
- Para Marx, la existencia de un sistema de maquinarias unificado por una conexión material entre las diversas máquinas, con una división del trabajo entre cada estación y con un mecanismo motor único, es el elemento definitorio de lo que él denomina “Gran Industria”: “[u]n sistema de máquinas propiamente dicho, no obstante, sólo remplaza a la máquina autónoma individual allí donde el objeto de trabajo recorre una serie conexa de procesos graduales y diversos, ejecutados por una cadena de máquinas heterogéneas pero complementarias entre sí. Reaparece aquí la cooperación característica de la manufactura por la división del trabajo, pero ahora como combinación de máquinas de trabajo parciales. Las herramientas específicas, por ejemplo, de los diversos obreros parciales en la manufactura lanera, del batidor, el cardador, el tundidor, el hilandero, etc., se transforman ahora en las herramientas de máquinas de trabajo que se han vuelto específicas, cada una de las cuales constituye un órgano particular destinado a una función particular en el sistema del mecanismo combinado de herramientas (…) Cada máquina parcial suministra a la que le sigue inmediatamente su materia prima, y como todas operan a la vez, el producto se encuentra continuamente en las diversas fases de su proceso formativo, y asimismo en el tránsito de una fase de producción a otra (…) Tan pronto como la máquina de trabajo ejecuta sin el concurso humano todos los movimientos necesarios para la elaboración de la materia prima y tan sólo requiere cierta asistencia ulterior, tenemos un sistema automático de maquinaria, sistema que es susceptible, sin embargo, de desarrollo constante en los detalles”; cf. Marx, El capital I, 461-464. ↵
- Nofal, Absentee Entrepreneurship, 90; véanse también los comentarios de Sourrouille, El complejo automotor, 121. ↵
- Sin pretender involucrarnos en la compleja tarea de clasificación del proceso de trabajo en un determinado taller según las categorías “manufactura” o “gran industria”, podemos notar que las determinaciones características de esta última sólo se expresan claramente, a principios de los sesenta, en los sistemas productivos automatizados utilizados en EUA, Europa y Japón, mientras que en los procesos laborales en Argentina (aún en el taller de motores) subsisten elementos propios de la manufactura, en particular la división del trabajo como forma de estructuración del obrero colectivo y el carácter subordinado de la maquinaria a la pericia manual del obrero (sobre las determinaciones de la manufactura, ver Marx, El capital I, cap. 11).↵
- Baranson, La industria automotriz, 58.↵
- White, The Automobile Industry since 1945, 21.↵
- Baranson, La industria automotriz, 26 menciona la necesidad de ampliar la producción de los capitales europeos para bajar los costos unitarios. ↵
- White, The Automobile Industry since 1945, 201-202. Este ciclo se combinaba con rediseños menores anuales, principalmente de apariencia externa.↵
- Por ejemplo, Fiat tiene acuerdos de licencia para la producción del Fiat 600 en España, Yugoslavia y Alemania, además de su producción directa en la filial argentina; Renault, por su parte, hace lo propio con el modelo Dauphine en Brazil, Israel y Argentina por parte de Kaiser, y en Italia y España por otras empresas.↵
- Sourrouille, El complejo automotor, 170-171.↵
- Asociación de Fábricas de Automotores, La industria automotriz argentina, 68.↵
- Jenkins, “The Rise and Fall of the Argentine Motor Vehicle Industry”, n. 32.↵
- Adicionalmente, la restricción de la escala por sí misma implica mayores costos derivados de la deseconomía en el uso de los medios de producción, especialmente del capital fijo (haciendo abstracción de los efectos de la relocalización y reutilización de maquinaria amortizada).↵
- Asociación de Fábricas de Automotores, La industria automotriz argentina, 73; los datos de otros países son de Pratten y Silberston, “International Comparisons of Labour Productivity in the Automobile Industry, 1950–1965”. El informe de ADEFA afirma que la metodología de sus cálculos sobre Argentina es la misma que el estudio de Prattten y Silberston, con el objeto de homogeneizar los datos para su comparación internacional. De acuerdo a esto, “[s]e consideró para el cálculo de la mano de obra empleada el número de obreros directos e indirectos y empleados técnicos y administrativos ocupados anualmente y para compensar la distinta integración de las industrias se incluyó el personal ocupado por la industria de partes”. También se corrige la cantidad de vehículos de acuerdo a su peso.↵
- Iñigo Carrera, La formación económica, fig. B.19.↵
- Jenkins, Engines of Development?, 101.↵
- Cimillo, Acumulación y centralización, 145-146.↵
- Jenkins, Engines of Development?, 99-102.↵
- Nofal, Absentee Entrepreneurship, 91.↵
- “Welfare Costs”, 91.↵
- En el informe de ADEFA de 1969 ya citado hay una estimación de costos hipotética que, partiendo del mayor precio final observado en el mercado local, procede a imputar dicha diferencia a diversas razones que el estudio considera plausibles, entre ellas la escala (a la que se le asigna casi la mitad del “sobreprecio”), el precio de los insumos y la intervención estatal; cf. Asociación de Fábricas de Automotores, La industria automotriz argentina. Sourrouille critica duramente el estudio de ADEFA por la falta de información sobre los procedimientos metodológicos y las fuentes utilizadas, además de por fallas conceptuales; cf. Sourrouille, El complejo automotor, 113-114..↵
- La empresa en cuestión debe ser, por tanto, una de las tres grandes de ese país.↵
- Recordemos que, aunque todas las automotrices tienen plantas de motores, varias compran las transmisiones a terceros, en general a otras automotrices terminales.↵
- La sobrevaluación del peso en el mercado oficial implica que la conversión a dólares con ese tipo de cambio sobreestima el costo imputado al vehículo; en otras palabras, el costo en dólares es en realidad menor. Como dice Munk refiriéndose específicamente a este estudio: “In general, it is my impression that, in the year to which data refer, the exchange rates used for this purpose were somewhat overvalued for both Argentina and Brazil. If the exchange rates are overvalued, that is, domestic currency buys more foreign currency than it should, local costs will be overstated by comparison with what they would be at the true exchange rate” (“Welfare Costs”, 91). Lamentablemente no hay una forma sencilla de corregir esta sobreestimación. Sourrouille, por ejemplo, aplica una corrección utilizando el tipo de cambio de marzo de 1967 (luego de la devaluación de 40%) sobre los precios corrientes de enero de 1967 (El complejo automotor, 116.). Pero este procedimiento no toma en cuenta la posibilidad de que luego de la brusca devaluación el peso pueda haber pasado a estar al menos momentáneamente subvaluado, ni tampoco tiene en cuenta el muy posible aumento de los costos en pesos corrientes; por ambos lados, la corrección de Sourrouille pasa a subestimar los costos. En cambio, aquí hemos tomado el factor de sobrevaluación del peso promedio de 1966 calculado por Iñigo Carrera (21,4%), a falta de estimaciones mensuales. Esta elección se justifica porque la devaluación ocurre a principios de 1967 (marzo), de modo que no tiene sentido utilizar el factor de sobrevaluación de ese año (0%). Adicionalmente, la existencia en enero y febrero de 1967 de un tipo de cambio más alto en el mercado paralelo (con una “brecha cambiaria” de entre 13 y 18%) resulta consistente con la hipótesis de que en esos meses se mantiene aproximadamente el grado de sobrevaluación del año anterior.↵
- Sourrouille parte de señalar las complicaciones que surgen de una elevada inflación que hace que se tienda a subestimar progresivamente el patrimonio de la empresa en los registros contables registrados a valores históricos hasta el momento de las revaluaciones legales. La metodología que utiliza este autor para rodear este problema consiste en partir del dato del patrimonio (i.e. activo menos pasivo) de los balances de las empresas automotrices de 1960 convertidos a dólares al tipo de cambio oficial de ese año. Luego procede a calcular el patrimonio de los años subsiguientes por medio de la variación anual observada de los balances, teniendo en cuenta las suscripciones de capital y utilidades como factores que acrecientan el patrimonio y la distribución de dividendos y eventuales pérdidas como factores que lo disminuyen. La variación neta resultante también es convertida en dólares al cambio oficial del año correspondiente, razón por la cual Sourrouille excluye de la consideración a los revalúos contables. Una vez estimado de este modo el patrimonio de cada año, procede a construir la tasa de ganancia poniendo aquél en relación con las utilidades del año. Cf. Sourrouille, El complejo automotor, 215. Debe notarse que el método de expresar las magnitudes en dólares podría sobreestimar las variaciones del patrimonio cuando entre diferentes años cambie la relación del tipo de cambio oficial con la relación de paridad en la capacidad de las monedas de representar valor, y afectar de ese modo la tasa de ganancia (que también podría verse afectada al expresar las utilidades en dólares en años de sobrevaluación cambiaria). Este problema, con todo, es relativamente poco importante porque en el período de nuestro estudio el tipo de cambio oficial no difirió significativamente del de paridad (aunque poco más tarde, en 1965 y 1966, efectivamente se registra una sobrevaluación considerable). Otras observaciones sobre la estimación de Sourrouille se realizan en el texto principal. ↵
- La utilización por parte de Sourrouille de este criterio se desprende del hecho de que el cálculo de las variaciones del patrimonio incluye a las ganancias del año en curso (cf. Ibid., 208; véase también la nota anterior). Además, al considerar la narración sobre el crecimiento del patrimonio de Ford en la página 218, la utilización del criterio resulta clara: “Para tomar un ejemplo concreto, Ford Motors Argentina incrementó su patrimonio prácticamente desde cero hasta 20 millones de dólares en 1960; la mitad de estos aportes provinieron del exterior bajo la forma de equipos y partes y el resto (otros 10 millones) fueron generados por utilidades obtenidas en el año. En 1961 ganó 9 millones, importe equivalente al incremento total del patrimonio”. Esto nos muestra que la tasa de ganancia que Sourrouille presenta para Ford de 1961, de 31%, surge de relacionar la ganancia de 9 millones con un patrimonio de 29, que incluye los 9 de ganancias de ese año (31% = 9/29). Como veremos enseguida, nuestro cálculo considera como capital únicamente los 20 que forman parte del capital adelantado, por lo tanto la tasa de ganancia de ese año es de casi 45% (44,93% = 9/20).↵
- Es decir, obtenemos una aproximación del capital adelantado restando la ganancia porcentual provista por Sourrouille del total del patrimonio (expresado, claro está, como 100 en cada año) y luego calculamos la relación entre la ganancia porcentual y dicho residuo: tg = x / (100 – x), donde “tg” es la tasa de ganancia sobre el capital adelantado y “x” es la ganancia expresada como porcentaje del patrimonio, según los datos de Sourrouille.↵
- Baranson presenta tasas de ganancia sobre patrimonio, para el año 1964, de tres empresas: Ford, 27,4%; IKA, 22,1% y Fiat, 18,1%. Según el autor, estas tasas están sobreestimadas por la subvaluación del patrimonio debido a la inflación (Baranson no aplica ninguna forma de corregir este problema); cf. Baranson, La industria automotriz, 62 nota 7 y Anexo, Cuadro 18.↵
- Ibid., 61-62; Sourrouille, El complejo automotor, 212.↵
- Hemos modificado los datos de White del mismo modo que los de Sourrouille, esto es, restando al patrimonio total (net worth) las ganancias del período para obtener una aproximación del capital adelantado. Los datos originales y los modificados se presentan en el anexo a este capítulo↵
- Adicionalmente, el capital efectivo en operación se acrecienta en buena medida con endeudamiento.↵
- Cimillo, Acumulación y centralización, cap. 3 y 7.↵
- La serie completa desde 1882 puede consultarse en Iñigo Carrera, La formación económica, 204-207, Cuadro B.7.↵
- En realidad, un menor consumo de la clase obrera argentina respecto de la estadounidense puede corresponder a dos factores: o bien a un pago de la fuerza de trabajo por debajo del valor o bien a un menor valor de aquélla. Para abordar esta cuestión resulta central recordar que el valor de la fuerza de trabajo está determinado por los medios de vida que el obrero necesita consumir para producir la fuerza de trabajo con los atributos necesarios que le requiere la materialidad del proceso de trabajo que realiza. Como hemos visto, el proceso de trabajo de las automotrices en Argentina se caracterizaba por incorporar íntegramente las etapas centrales de la producción (especialmente: estampado, fabricación del motor y ensamblado final), al igual que en los países clásicos. Pero además, se caracterizaba por emplear técnicas y maquinarias relativamente atrasadas respecto de las que rigen es esos países. Por consiguiente, los atributos productivos de los obreros argentinos tendían a ser similares a los norteamericanos, en cuanto efectuaban procesos de trabajo que involucraban tareas cualitativamente semejantes, por ejemplo en el caso del ensamblado final. Como también hemos visto, es inclusive posible que las calificaciones requeridas por el proceso de trabajo en la Argentina hayan sido superiores, en tanto el proceso de automatización está menos desarrollado (como en el maquinado de piezas) o la división del trabajo es menor (como en la línea de montaje). En síntesis, el hecho de que los atributos productivos del obrero argentino no parecen haber diferido sustancialmente de los del estadounidense nos permite concluir que el menor salario relativo en Argentina expresaba, en esencia, una venta de la fuerza de trabajo por debajo del valor (y no un menor valor de ella). Cf. Ibid., 54. Véase también Fitzsimons, “Producción, relaciones sociales y valor”, 96-97. Por último, notemos que el costo para el capital de la fuerza de trabajo local puede bajar en términos internacionales sin afectar al salario real (véase el apartado 3.e).↵
- Los datos básicos son de Iñigo Carrera, La formación económica, 204-207, Cuadro B.7. La comparación de poder adquisitivo ha sido posteriormente recalculada por el autor con base en nuevos datos publicados en World Bank, Global Purchasing Power Parities.↵
- Según varias fuentes, el obrero del sector terminal de EUA tiene un salario entre un 10 y un 15% superior al del autopartista; cf. White, The Automobile Industry since 1945, 255; Lewis y Bauer, “Wages in Motor Vehicle and Parts Plants, April 1963”. ↵
- El cálculo corrige la eventual sobrevaluación o subvaluación del peso; es decir, está calculado utilizando el tipo de cambio de paridad relativa de poder adquisitivo. De todos, la valuación oficial de la moneda, durante este período, no se distanciaba significativamente de la relación de paridad de poder adquisitivo.↵
- Sourrouille, El complejo automotor, 227.↵
- La importancia de este punto de vista fue resaltada muy claramente por Jenkins: “…the terminal firms operating in Latin America, are not independent self-contained units of capital. They are almost all subsidiaries of auto TNCs [transnational corporations] with world-wide operations. As such the capital located in Latin America must be considered as an integral part of the total capital under the control of a single decision centre, namely the parent company”; cf. Jenkins, Engines of Development?, 193. No obstante, Jenkins no extrae las consecuencias completas de su planteo, limitándose a señalar la necesidad de tener en cuenta las ganancias realizadas en las ventas de partes de las matrices a las subsidiarias y los pagos de regalías e intereses a la matriz.↵
- Marx, El capital I, 245.↵
- Marx, El capital II, 191.↵
- Marx, El capital I, 492-493.↵
- Esto porque el valor de la mercancía producida va a estar determinado por el valor transferido a cada unidad de producto por la maquinaria más moderna que, en virtud de la mayor productividad del trabajo, será menor que el valor transferido a cada unidad de producto por la maquinaria antigua.↵
- Iñigo Carrera, El capital. Razón histórica: 157.↵
- Nofal, en su discusión sobre la tecnología empleada en el país por las empresas automotrices, hace referencia a esta misma situación: “this kind of technology was inefficient compared with that predommant in the advanced capitalist countries at the time […] however […] [f]or the parent enterprises, it often required no cash investment since the equipment transferred was largely that discarded at home due to technical obsolescence (see chapter 1). Amortized equipment was recycled and sold when transplanted to the Argentine affiliate, providing another source of sizable profits”; cf. Absentee Entrepreneurship, 91.↵
- Acumulación y centralización, 114.↵
- Engines of Development?, 163.↵
- El complejo automotor, 143.↵
- Jenkins, Engines of Development?, 163.↵
- Ibid., 166.↵
- Ibid., 170-172.↵
- Crandall, “Vertical Integration and the Market for Repair Parts in the United States Automobile Industry”, 212. Los datos de White, que son los que utilizamos anteriormente e implican tasas de ganancia algo menores (16% para el mismo período para todas las terminales y casi 20 para el caso de GM), sólo se refieren al sector terminal; por esta razón hemos tomado aquí los datos de Crandall, que permiten comparar ambos sectores.↵
- Una tercera ventaja señalada por Jenkins, menos central para nuestra exposición, es la capacidad de las terminales de trasladar los costos de las fluctuaciones de la demanda a sus proveedores, reduciendo la variación de sus propios ritmos de producción.↵
- Véase el desarrollo completo de esta cuestión en El capital. Razón histórica, 140-145.↵
- Véase también Starosta, “Global Commodity Chains and the Marxian Law of Value”.↵
- Esto no significa que todos los capitales autopartistas sean pequeños capitales; de hecho, el sector autopartista está compuesto en realidad de múltiples ramas de la producción que pueden presentar condiciones de valorización diferentes y, adicionalmente, en cada una de estas ramas existe una amplia variedad de tamaños de capital y, también, de grados de concentración intra-rama. Como señala Jenkins, por ejemplo, los capitales productores de neumáticos parecen poder evitar, al menos en parte, las peores consecuencias de la vinculación de las autopartes con las terminales. Cf. Jenkins, Engines of Development?, 82-84.↵
- Iñigo Carrera, El capital. Razón histórica, 274; véase también Altimir, Santamaría, y Sourrouille, “Los instrumentos de Promoción industrial en la postguerra”, 905-907 quienes presentan estimaciones con magnitudes diferentes pero coincidentes en cuanto al carácter fuertemente negativo de las tasas reales.↵
- Asociación de Fábricas de Automotores, La industria automotriz argentina; Sourrouille, El complejo automotor, 156-157; Dorfman, Cincuenta años de industrialización en la Argentina, 1930-1980, 199.↵
- United States Census Bureau, Statistical Abstract of the United States.↵
- Lifschitz, Bases para el estudio de la penetración transnacional en el complejo sectorial automotor, 32. Los datos básicos son del Censo Nacional Económico.↵
- Cálculo propio con base en datos de Lewis y Bauer, “Wages in Motor Vehicle and Parts Plants, April 1963”; United States Census Bureau, Statistical Abstract of the United States. ↵
- Jenkins, Engines of Development?, 177-178; Sourrouille, El complejo automotor, 166.↵
- Sourrouille, El complejo automotor, 167.↵
- Jenkins, Engines of Development?, 134-135. En Brasil, en cambio, el stock real era muy cercano al esperado según esta correlación; México era un caso intermedio. Cf. Sourrouille, El complejo automotor, 77-80.↵
- Sourrouille, El complejo automotor, 81. Dado que en esos años el peso no se encontraba sobrevaluado respecto al dólar, las comparaciones directas en dólares resultan válidas.↵
- Jenkins, “Internationalization of Capital”, 136.↵
- En los cinco casos con información disponible, se ven algunas diferencias en la evolución de este indicador. Ford y General Motors siguen una tendencia similar a la del promedio de la industria, aunque en un nivel absoluto marcadamente más alto. IKA y Mercedes Benz también presentan una caída del margen de ganancia aunque partiendo de niveles más bajos que los dos casos anteriores. Fiat, por su parte, presenta una evolución mucho más estable de sus márgenes, aunque manteniéndose durante toda la década en niveles absolutos menores a Ford y GM (excepto en 1967). Sourrouille, El complejo automotor, 216.↵
- Los márgenes sobre ventas de Chrysler, GM y Ford en Argentina en 1960 y 1961 fueron de 16,4% y 11,8%, respectivamente, mientras que los márgenes normales de General Motors a nivel mundial oscilaban entre el 6% y el 9%.↵
- La situación que estamos analizando (de exceso de demanda respecto de la oferta) corresponde, en esencia, al análisis de Marx sobre la producción de una mercancía en una cantidad menor (o eventualmente mayor) a la que requiere la necesidad social (Marx, El capital I, 130.). Según Marx, cuando una mercancía se produce en exceso de la necesidad social por ella, aun cuando en su producción se emplee trabajo socialmente necesario (es decir, se produzca en condiciones técnicas normales), su precio se ubicará por debajo de su valor. En el caso que estamos tratando aquí, no cabe hablar simplemente de que el precio se ubicará por encima del valor porque, dada la baja productividad del trabajo, los vehículos automotores se producen en nuestro país de por sí (más allá de condiciones de mercado) con costos que se ubican por encima del valor determinado por las condiciones normales de producción, que son las vigentes en el mercado mundial. Por esta razón hablaremos de precio correspondiente al “equilibrio” entre la producción local y la necesidad social solvente (en ausencia de importación).↵
- Originalmente este arancel fue fijado en 300%, pero fue reducido a 200% en Junio de 1960.↵
- Jenkins, Engines of Development?, 46.↵
- El decreto 6567, de 1961 establecía en este sentido mayores precisiones sobre el modo de cálculo de las cuotas, permitiendo un mayor control sobre su cumplimiento.↵
- Jenkins, Engines of Development?, 94.↵
- Véase la introducción de esta tesis.↵
- Volveremos a mirar esta misma cuestión cuando analicemos las políticas estatales (punto 4.d), sin que ello implique levantar la salvedad sobre la limitación del alcance de nuestro estudio sobre este aspecto.↵
- Los impuestos a la exportación son una forma inmediata de apropiación de renta de la tierra pero, desde su interrupción en la década de 1930, recién aparecen nuevamente en 1955. Los impuestos a la importación pueden ser una forma de apropiación de renta cuando se combinan con la sobrevaluación de la moneda, porque esta última abarata en moneda nacional las importaciones a expensas de la riqueza social que pierden los exportadores (de mercancías agrarias). ↵
- La cantidad de vehículos por obrero fue en 1969 fue de 5,42, sólo un 6% mayor a la de 1960 (5,1) y, de hecho, menor a la de 1961 (5,58).↵
- Entre 1959 y 1963 la moneda no estaba sobrevaluada, situación que en otros períodos también contribuía a la reducción de los precios internos de las mercancías agrarias; cf. Iñigo Carrera, La formación económica, 236.↵
- Iñigo Carrera, El capital. Razón histórica, 20.↵
- Cálculos con base en datos de Iñigo Carrera, La formación económica, 88-90.↵
- Calculados al tipo de cambio oficial.↵
- Altimir, Santamaría, y Sourrouille, “Los instrumentos de Promoción industrial en la postguerra”, 722 y cuadro 2.↵
- Sourrouille, El complejo automotor, 200.↵
- El endeudamiento privado era el 38% de la deuda externa total en 1963 y el 34% en 1973. Además, el monto absoluto de la deuda privada externa en 1963 alcanzaba el 77% al monto de 1973.↵
- La renta apropiada primariamente por sujetos distintos a los terratenientes fue en 1958 un 87% superior al promedio de 1956-57 y el casi exactamente el triple a la del promedio 1959-63. La renta total de 1958 fue un 12% mayor a la de 1956-57 y un 50% superior a la de 1959-63; cf. Iñigo Carrera, La formación económica.. ↵
- Véase, por ejemplo, el estudio clásico de Braun y Joy, “Un modelo de estancamiento económico – Estudio de caso sobre la economía argentina”.↵
- Para una descripción de las políticas económicas, veáse Gerchunoff y Llach, Ilusión y desencanto, 155-156; Eshag y Thorp, “Economic and Social Consecuences”, 18-22; para la caracterización de la determinación de las fases expansivas de la acumulación en argentina en relación con la apropiación de la renta, ver Iñigo Carrera, “Acumulación de Capital en Argentina”, 14.↵
- García Heras, “La Argentina y los organismos financieros internacionales (1955-1963)”, 534.↵
- Eshag y Thorp, “Economic and Social Consecuences”, 24-26.↵
- Ibid., 29-30.↵
- Los datos publicados por Ferreres muestran un pago de intereses por U$S 381 millones en 1959-63 (205 en 59-61). Los datos presentados por Iñigo Carrera comienzan en 1961 y presentan pagos por intereses de menor magnitud, totalizando 56 millones para 1961-63 (los datos de Ferreres indican para esos años 251 millones). El ingreso positivo neto de fondos por deuda, según datos de Iñigo Carrera para 61-63 es de más de 200 millones. En cualquier caso, ambas series de datos muestran un flujo positivo a favor del Estado nacional en nuestro período de estudio (más adelante, en la segunda mitad de la década de 1960, el flujo neto acumulado se torna negativo). Estas conclusiones, además, coinciden con las de Eshag y Thorp, basadas en datos del FMI, sobre la financiación externa del déficit en 1960-62. Cf. Ferreres, Dos siglos, fig. 7.2.2; Iñigo Carrera, La formación económica, fig. B.42; Eshag y Thorp, “Economic and Social Consecuences”, 30. Los datos de Iñigo Carrera nos permiten comparar la magnitud total del endeudamiento ingresado entre 1961 y 1963 con la renta apropiada por sujetos distintos a los terratenientes, durante el mismo período. Esta comparación arroja que el ingreso bajo la forma de deuda equivale al 22% de dicha porción de la renta (expresada en dólares al tipo de cambio oficial).↵
- Eshag y Thorp, “Economic and Social Consecuences”, 30. Sin embargo, estos autores también resaltan que el efecto positivo de los créditos comerciales en la expansión de las importaciones, especialmente en 1961, fue parcialmente contrarrestado por la necesidad de pagarlos en los años recesivos posteriores (1962-1963). La deuda pública externa, en contraste, se mantuvo como fuente neta de ingresos.↵
- A pesar de las insistencias del FMI en contrario, el Estado nacional continuó financiando su déficit recurriendo al Banco Central. CF. Ibid., 31.↵
- Anales de Legislación Argentina, 1958, tomo XVIIIA, pp. 314 ss. Ver también Altimir, Santamaría, y Sourrouille, “Los instrumentos de promoción industrial en la postguerra”, 1 de octubre de 1967, 364-365.↵
- Ibid., 366.↵
- Sourrouille, El complejo automotor, 48.↵
- Nofal, Absentee Entrepreneurship, 20.↵
- Altimir, Santamaría, y Sourrouille, “Los instrumentos de promoción industrial en la postguerra”, 1 de abril de 1966, 101.↵
- En 1959, la subvaluación del peso resultante de la devaluación fue mayor que las rentenciones; es decir, éstas últimas no llegaron a compensar completamente la transferencia de riqueza social al sector agrario. A partir de 1960, la apreciación relativa de la moneda respecto del momento más bajo implicó que las retenciones pasen a ser forma de apropiación efectiva de renta agraria, más que compensando la subvaluación, ahora menor, del peso.↵
- Iñigo Carrera, La formación económica, 68.↵
- Eshag y Thorp, “Economic and Social Consecuences”, 21.↵
- Calculada en relación al índice de precios industriales (en relación a los precios al consumidor la tasa real es negativa en un 2,66%); cf. Iñigo Carrera, La formación económica, 274.↵
- Eshag y Thorp, “Economic and Social Consecuences”, 30.↵
- Nos referimos a la tasa activa nominal en relación al índice de precios industriales, cf. .Iñigo Carrera, La formación económica, fig. B.31.↵
- Ibid., 59.↵
- Véase Wilkins y Hill, American Business Abroad, 414-420, para un ejemplo de esta posición que identifica a las políticas proteccionistas como la causa principal del pasaje a la producción integral en América Latina.↵